
Guide to Repairing Crusher Shaft Wear Problems
Common pain points and misunderstandings about crusher shaft wear
When many companies encounter shaft wear during equipment operation, the first thing they think of is to replace the shaft with a new one or perform repair welding. However, the price to pay for this is often very high: if a shaft with a length of 240mm is replaced, the cost will easily reach tens of thousands of yuan, and the machine will need to be stopped for a long time, which will interfere with the production schedule. If you choose repair welding, it will easily cause thermal stress to cause deformation, which in turn creates a potential risk of concentricity deviation.
In fact, for this company's hammer crusher, the shaft has a wear depth of 4mm and a width of 128mm. This is not a terminal illness without any solution. As long as the correct repair methods are mastered, it is completely possible to restore the shaft to the factory fit state without dismantling the machine or carrying out repair welding. Repair Guide for Crusher Shaft Wear Problems, and the time required for repair can be compressed to less than one day.
The core positioning principle of Solei tooling technology
The key to repair lies in the selection of positioning benchmarks. We use the front or rear shoulder of the shaft as the repair positioning surface. This surface is the finishing surface when the equipment is manufactured. There is no wear and tear, and it can ensure that the concentricity after repair is within a controllable range. At the same time, the inner hole of the tooling is finished on a lathe to ensure roundness and dimensional accuracy after repair.
The advantage is that this does not need to rely on the worn surface of the shaft itself for positioning, thus avoiding the vicious cycle of "the position is deemed bad because the position is damaged by an object". As long as there are no problems with the positioning surface, the entire repair process will have reliable baseline conditions, and the subsequent concentricity and cylindricity can reach the values set by the original assembly.

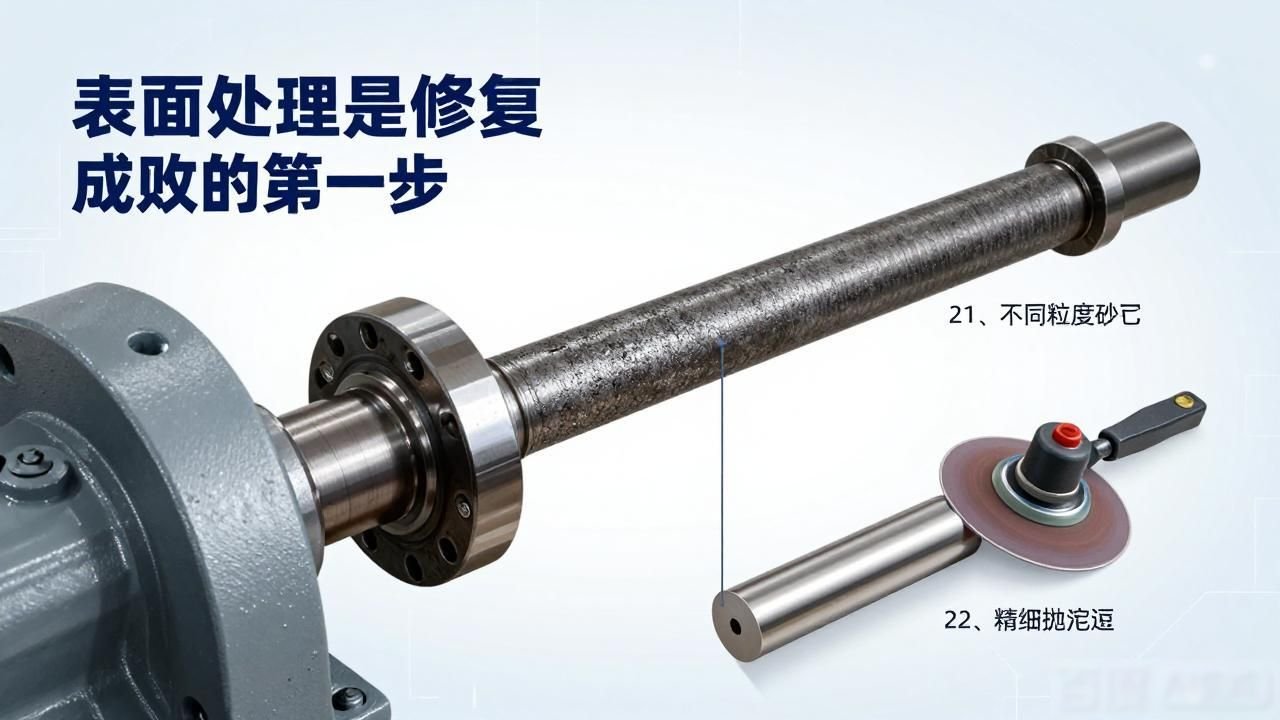
Surface treatment is the first step to successful restoration
The worn surface is heated and degreased using an oxygen-acetylene flame, and the temperature is controlled at approximately 100°C. The purpose is to remove grease and moisture that penetrate into the metal pores. This step cannot be omitted, otherwise the adhesion of subsequent materials will be greatly reduced. Then use an angle grinder or sandpaper to polish the repair surface to achieve a surface roughness of about Ra6.3, thereby forming a microscopic anchor pattern structure.
1. After polishing, use absolute ethanol to clean the surface thoroughly to remove dust and residual grease. 2. After cleaning, you need to dry test the tooling to see if it can be installed smoothly and confirm that there is no interference. 3. If there is a jamming phenomenon in the tooling installation, it is necessary to check whether there are high points and repair them in time. 4. Although this step is simple, the problem can be avoided when the problem is discovered after the subsequent material is solidified.
Practical details of material blending and application
Sole carbon nanopolymer material is the embodiment of two components. When blending, it must be carried out strictly in accordance with the proportion. Stir until it is uniform and has no color difference, no streaks and no particles. If the blend is not uniform, the local solidification rate will be different, which will affect the final strength and sealing properties.
Apply the mixed material evenly to the wear surface of the shaft. Its thickness should be slightly higher than the actual wear depth to ensure that there is sufficient space for extrusion after the tooling is installed. When installing the tooling, it is necessary to achieve the position in place at one time and tighten the bolts evenly to ensure a tight fit between the tooling and the shaft shoulder. Excess material will be squeezed out from the gaps in the tooling. This is normal and there is no need to clean it deliberately.
Heating and curing time and temperature control

In order to quickly improve the material performance and repair the worn riveting and welding of the eccentric shaft bearing of the jaw crusher , we also need to shorten the repair time, so we use heating and curing methods, using heating belts or baking lamps to heat the repaired parts. The temperature is controlled within the range of 60°C to 80°C and maintained for about 2 hours. The temperature must not be too high, otherwise the material will bubble or carbonize, which will affect the entire density and strength.
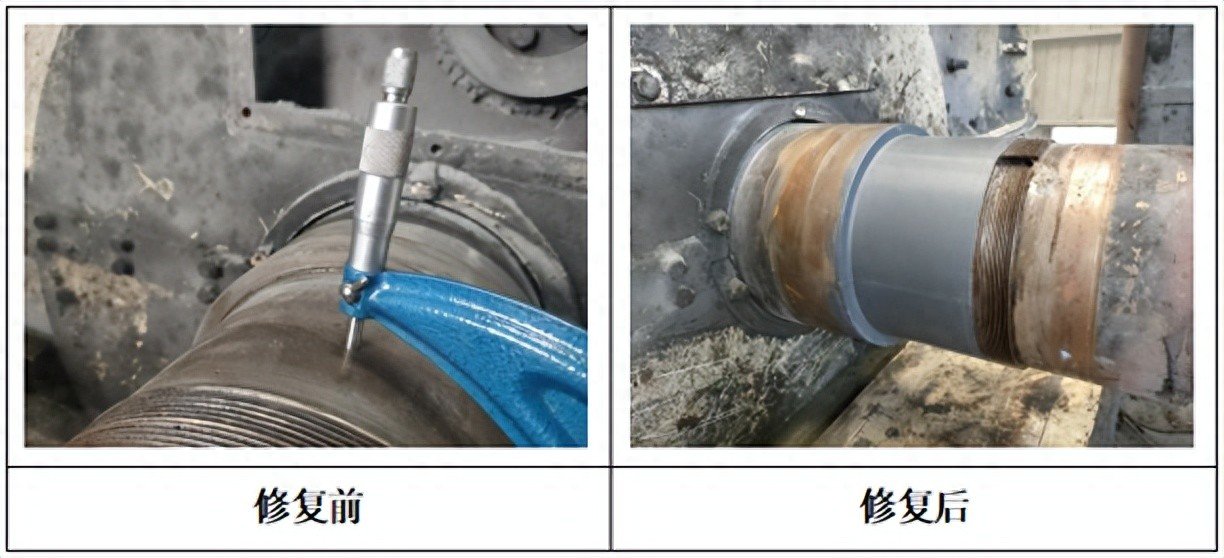
After the curing is completed, remove the tooling and use a micrometer or inner diameter gauge to verify the repaired dimensions. After confirming that there are no errors in the dimensions, remove the excess extruded material and repair the wear and riveting of the eccentric shaft bearing of the jaw crusher . Use fine sandpaper to polish it smooth, and finally the bearing can be reinstalled. From grinding to reassembly, the entire process of jaw crusher eccentric shaft bearing wear and riveting repair can be completed by a skilled team within 6 to 8 hours.
Post-repair service life and reliability verification
Sole carbon nanopolymer material technology has been proven through extensive practice and is a reliable offline repair process. The repaired surface and the inner ring of the bearing reach the original matching state, restoring the original design interference size of the shaft and ensuring uniform stress on the bearing.
In actual use, as long as the bearing is properly lubricated and maintained, and the bearing itself does not suffer from ablation or cage breakage, the service life of the repaired shaft can reach or even exceed that of the new shaft. Moreover, this material is corrosion-resistant and impact-resistant. It is stable under the working conditions of heavy loads and large vibrations such as crushers, and will not loosen or fall off.
Have you encountered similar problems?
If your crusher also suffers from shaft wear and bearing wear, will you choose to replace the shaft, repair welding, or try this tooling repair technology? Feel free to share your experience and opinions in the comment area. If you think this article is helpful to you, please like and share it with more people in need.









暂无评论内容