

How to choose welding materials when connecting steels of different strengths?
Why low-strength matching is preferred

When you encounter the welding of Q235 and Q355 on site, if you instinctively plan to use high-strength welding rods, hidden dangers will be hidden. Article 11.1.5 of the national standard GB 50017-2017 clearly recommends that welding materials that match the low-strength base metal should be used to connect dissimilar strength steels. This seemingly counterintuitive "low-strength matching" principle is actually to ensure the overall safety of the welded joint.
The high-strength base metal can dilute the alloy in the molten pool. The actual weld strength after deposition often exceeds the nominal value of the welding material. High-strength base metal is sufficient to achieve equal-strength connections. Low-strength welding materials have better plasticity and can use their own micro-changes to release the residual stress generated during welding, preventing the high-strength weld from pulling the heat-affected zone of the low-strength base metal and causing cracking. Similarly, low-strength welding materials with better process performance, less spatter during welding and good molding can save material costs to a certain extent.

How to choose the combination of carbon steel and low alloy steel
On construction sites, very common scenes include situations such as Q235 and Q355, Q345 and Q460, which are mixed welding of carbon steel and low alloy steel. When facing this situation, when selecting materials, we need to strictly follow the principle of "go for the low, not the high". For example, when welding Q235 and Q355, you can directly select the E43 series welding rod or ER49-1 welding wire. There is no need to touch the E55 series.
The advantage is that the toughness of the weld metal can be ensured, and the plasticity of the weld metal can also be ensured. The joint will not be damaged in advance due to local strain concentration when it is stressed. In 2023, there was a large-scale steel structure factory project in Hangzhou. In this project, the welding engineers selected materials according to this principle . The 120-ton crane beam weld passed the non-destructive test in one go, without any cracks.
The combination of carbon steel and stainless steel must change the way of thinking
When Q345B and 304 stainless steel are welded together, the situation is completely different. The conflicts in physical properties caused by differences in metallographic structures are more difficult to deal with than differences in strength. At this time, it is absolutely not possible to follow the old method of "low-strength matching". Directly selecting conventional welding materials that match carbon steel or stainless steel will cause problems.
You should choose a transition layer welding material with a higher chromium and nickel content, such as a 25Cr-13Ni type electrode like A302. If you are in a high temperature environment or face extremely high crack resistance requirements, it is recommended to directly use 600 series nickel-based alloy welding materials. In the pipeline connection of a chemical plant in Jiangsu in 2024, engineers chose nickel-based welding materials and how to choose riveting methods and welding materials based on metal composition . The carbon migration of the weld was effectively suppressed, and the martensitic brittle zone never reappeared.
Composite steel plate welding needs to be handled in layers
The cladding is made of 316L stainless steel, and the base layer is Q345R carbon steel. This is a typical structure of composite steel plates. It has high welding requirements and needs to be matched in layers. The same electrode cannot be used for the entire welding process. When welding the base layer, low-strength welding materials matching carbon steel should be selected for welding, such as E5015 electrodes. The transition layer plays a key and decisive role in welding quality. High chromium nickel welding materials such as 25Cr-13Ni type are required to isolate the carbon steel as the base layer to avoid dilution of the cladding layer.
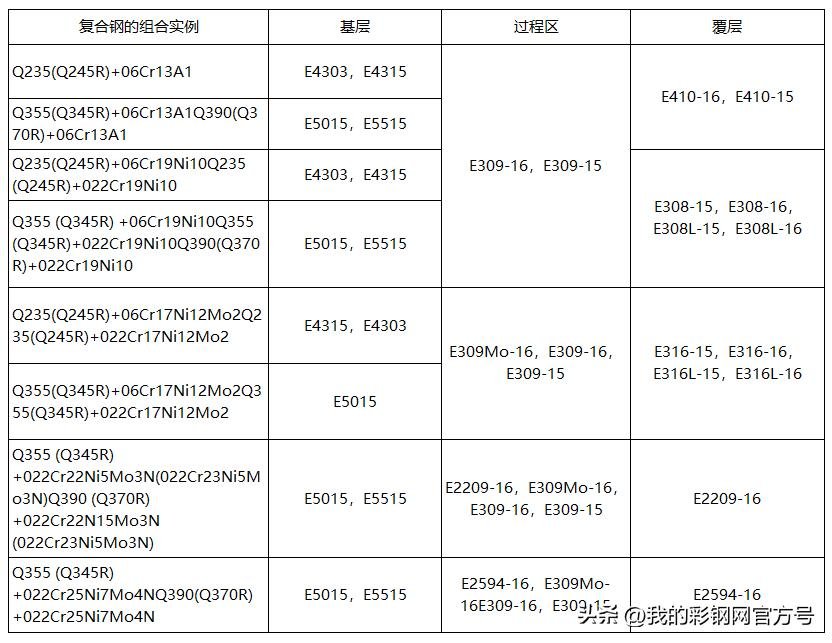
When performing cladding welding , how to choose the riveting welding method and welding materials according to the metal composition , and then replace them with welding materials suitable for the properties of stainless steel, such as welding rods such as E308L. In 2022, during the welding process of a composite steel plate reactor at a refinery in Guangdong, engineers strictly followed this layering plan. The corrosion test results after the welding were completed showed that the corrosion resistance of the cladding fully met the standard, and no pitting corrosion or intergranular corrosion occurred.
High temperature and fatigue conditions require special assessment
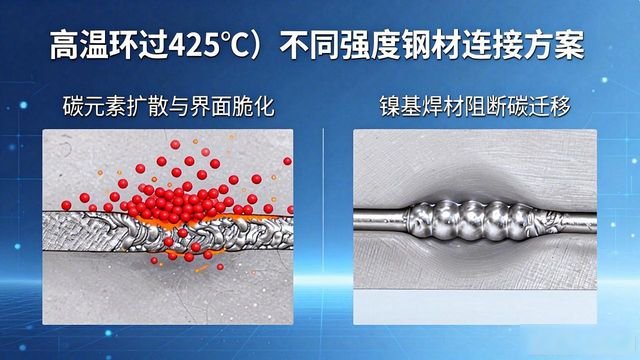
If the structure needs to serve for a long time in a high-temperature environment exceeding 425°C, the conventional low-strength matching logic will be overturned. The high temperature will promote the diffusion of carbon elements from low-alloy steel to stainless steel, resulting in interface embrittlement. At this time, nickel-based welding materials must be used to block carbon migration and ensure that the high-temperature durable strength is not reduced.
This situation is also special for components that are subjected to severe fatigue and impact loads, such as heavy-duty working crane beams. The fatigue life of the weld is the primary indicator. When selecting materials, not only must the upper limit of strength be controlled to avoid stress concentration, but also the fatigue resistance of the joint must be verified through welding process evaluation. In 2023, before welding the crane beam of a subway depot in Beijing, engineers did two sets of PQR and finally selected the welding material with better toughness.
The final selection of materials must go through process evaluation.
No matter how perfect your theoretical analysis is, all material selection plans can only be put into actual production after being physically verified through welding process evaluation. The welding process qualification must be carried out in accordance with the requirements of NB/T 47014 or GB 50661, including joint tensile test, joint bending test, joint impact test and joint hardness test.
When welding, you must pay attention to the storage and baking of welding materials. For low-strength welding materials, you must dry them according to the instructions before use to prevent cracks caused by hydrogen due to moisture. The welding parameters must also be adjusted based on the thickness of the base metal and the form of the groove. Too much or too little heat input will affect the joint performance. In a bridge project in Sichuan in 2024, technicians used three sets of comparative tests to finally select a combination of welding materials suitable for Q420 and Q690. The pass rate of on-site welding exceeded 98%.
Have you ever encountered a situation where dissimilar steels were welded and cracked during actual work? How did you solve it at that time? You are welcome to share your personal experience in the comment area. Please also like and forward this article so that more welding colleagues can reduce detours on the road ahead.









暂无评论内容