
Carbon steel and 304 stainless steel material selection technical guide
Material genes determine riveting and welding strategies
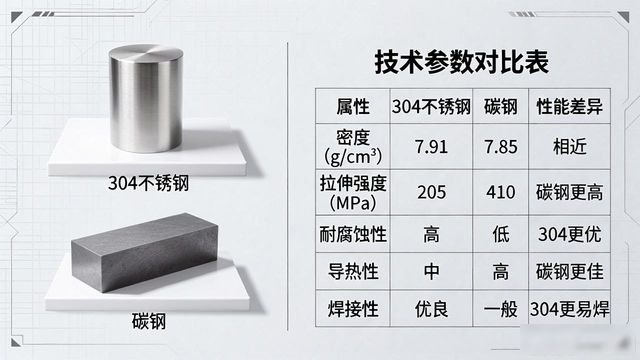
Carbon steel based on the iron-carbon system has a carbon content between 0.12% and 2.1%. The hardness of the heat-affected zone changes significantly during welding. 304 stainless steel contains 18% chromium and 8% nickel. A self-healing chromium oxide passivation film will be formed on its surface. This protective film must be prevented from being damaged during riveting.
When riveting carbon steel, ordinary carbon steel rivets can be used directly, and their strength shows good matching characteristics. When riveting 304 stainless steel, you must use the same material or 316L stainless steel rivets, otherwise this electrochemical corrosion will cause the joint to accelerate failure.
Riveting welding process parameters vary greatly
When welding carbon steel, the heat input range is relatively wide, generally controlled within the range of 1.2 to 1.8 kilojoules per millimeter, and the preheating temperature only needs to be 80 to 120 degrees Celsius. For the welding of 304 stainless steel, the heat input must be accurately controlled in the range of 1.0 to 1.5 kilojoules per millimeter, otherwise intergranular corrosion will easily occur.
In the case of welding groove angle, for carbon steel, the difference between the riveting welding process of 304 stainless steel and carbon steel is that a standard groove of 60 degrees can be used. However, for stainless steel, a groove of 5 degrees plus or minus 60 degrees is required to cooperate with TIG bottom welding. In this regard, carbon steel allows rapid cooling after welding, but stainless steel stipulates that the interlayer temperature must be controlled to no more than 150 degrees Celsius.
Environmental factors influence riveting welding selection

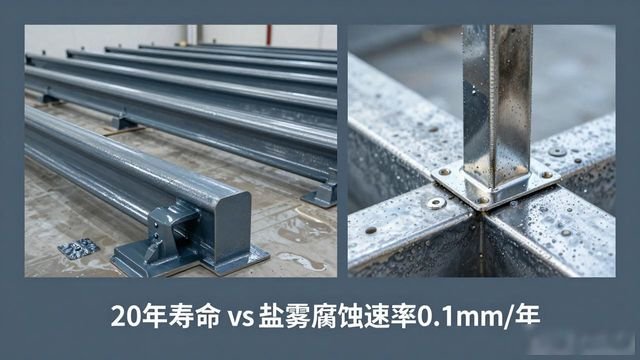
In a dry indoor environment, after the components made of carbon steel are welded, they can be painted with anti-rust paint, which can meet the service life of 20 years. Embedded parts in buildings in coastal areas must be made of 304 stainless steel. In a salt spray environment, the annual corrosion rate of carbon steel welds will reach more than 0.1 mm.
When welding chemical pipeline supports, carbon steel welds need to be coated with a zinc layer to prevent corrosion, and the thickness of the zinc layer must be at least 85 microns. As for 304 stainless steel, when welding is performed in a medium with a pH value of 2 to 12, the welding operation can be performed directly, and no additional anti-corrosion treatment is required.
Constraints of mechanical properties on riveting welding
High carbon steel with a hardness of up to 60HRC is suitable for use in structural riveting that supports weight in engineering structures such as bridge trusses. 304 stainless steel with an elongation of more than 40% has a weld fatigue life that is 15% higher than carbon steel when subjected to dynamic loads, making it a material suitable for seismic design.
When riveting carbon steel components, it is necessary to set up a buffer layer to prevent fatigue fracture. Riveted joints made of stainless steel can withstand greater plastic deformation, which has more prominent advantages in buildings constructed in earthquake zones.
Full cycle cost determines process selection
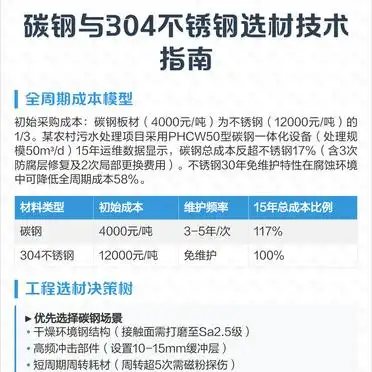
The initial purchase cost of carbon steel was only one-third of that of stainless steel. However, the total operation and maintenance cost over 15 years exceeded it by 17%. 304 stainless steel has the characteristics of being maintenance-free for 30 years. In a corrosive environment, it can reduce the cost of the entire life cycle by 58%, and the proportion of welding process costs is even lower.
For consumables with short cycle turnover, it is recommended to choose carbon steel riveting welding method to save initial investment. The difference between 304 stainless steel and carbon steel riveting welding process . For permanent chemical equipment, stainless steel argon arc welding process must be used to prevent production shutdown losses caused by later maintenance.
Process adaptation suggestions and case references
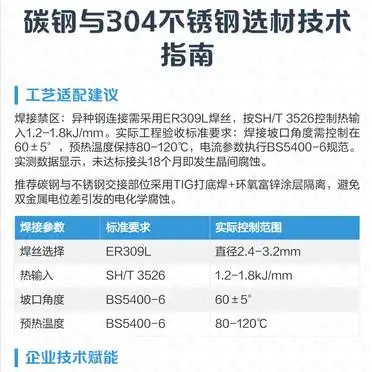
When welding dissimilar steels, there are differences in the riveting process between 304 stainless steel and carbon steel . 309L welding wire must be used, and the heat input should be controlled to 1.2 to 1.8 kilojoules per millimeter. The welding groove angle is 60±5 degrees. The preheating temperature is 80 to 120 degrees Celsius. TIG bottom welding should be used at the intersection, and epoxy zinc-rich coating should be used for isolation.
Hong Kong's Stonecutters Bridge, which uses duplex stainless steel pylons, has experienced corrosion depths of less than 0.01 mm in high salt spray environments for 15 years. However, carbon steel components within the same period of time need to be repainted every five years, and the cost of welding repairs is as high as 40% of the initial cost.

Imagine that when the budget is limited, would you choose carbon steel and carry out regular maintenance work, or directly choose 304 stainless steel to achieve the goal in one go? You are sincerely welcome to share your relevant experience in material selection in the comment area. Through likes and forwarding, more people engaged in engineering can see this guide with practical value.









暂无评论内容