
Taking stock of 15 common welding methods. Taking stock of 15 common welding methods. Welding core knowledge: Detailed explanation of welding process classification and application. Welding core knowledge: Detailed explanation of welding process classification and application.
Welding process and welding consumable selection practical manual
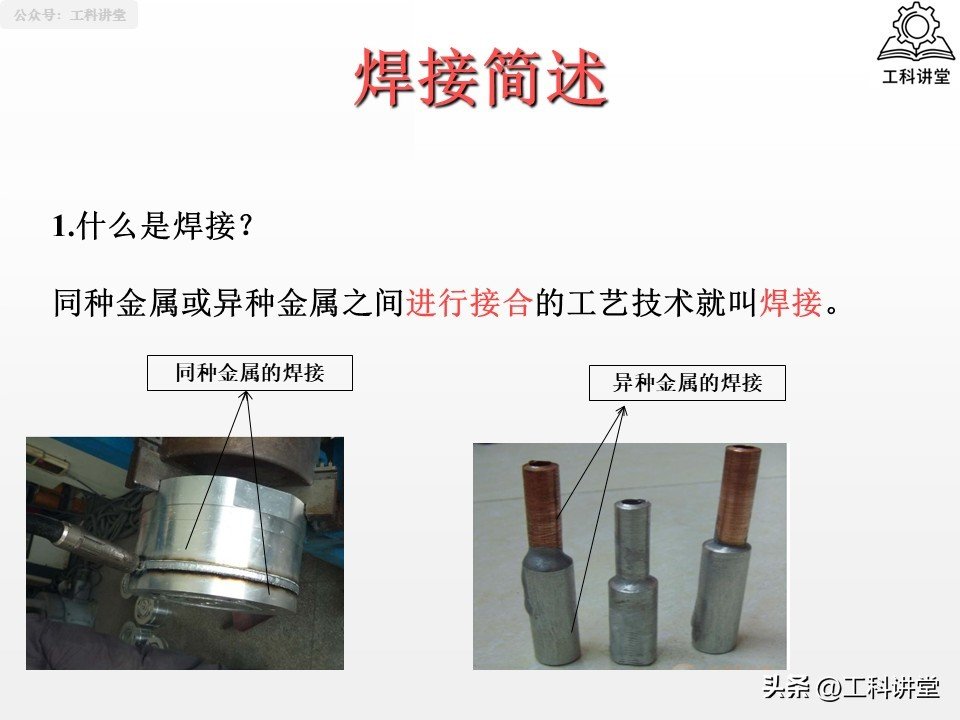
The work of welding sounds relatively simple, but in fact it is absolutely impossible to deal with all situations with just one welding gun. There are different types of metals, with different thicknesses, and various working conditions. If you choose the wrong welding method, the workpiece will be scrapped directly. If you choose the wrong welding material, your work will be in vain. Today, we will clearly analyze the fifteen welding methods based on the classification of the process, down to the matching of welding materials.
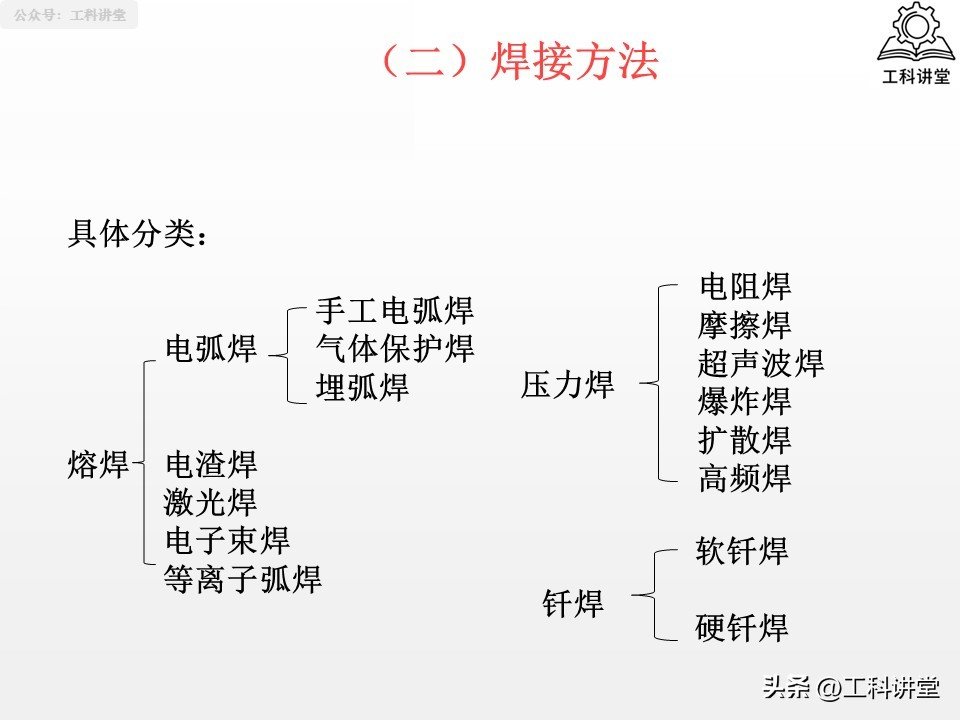
Fusion welding: the mainstream choice for high-temperature fusion connections
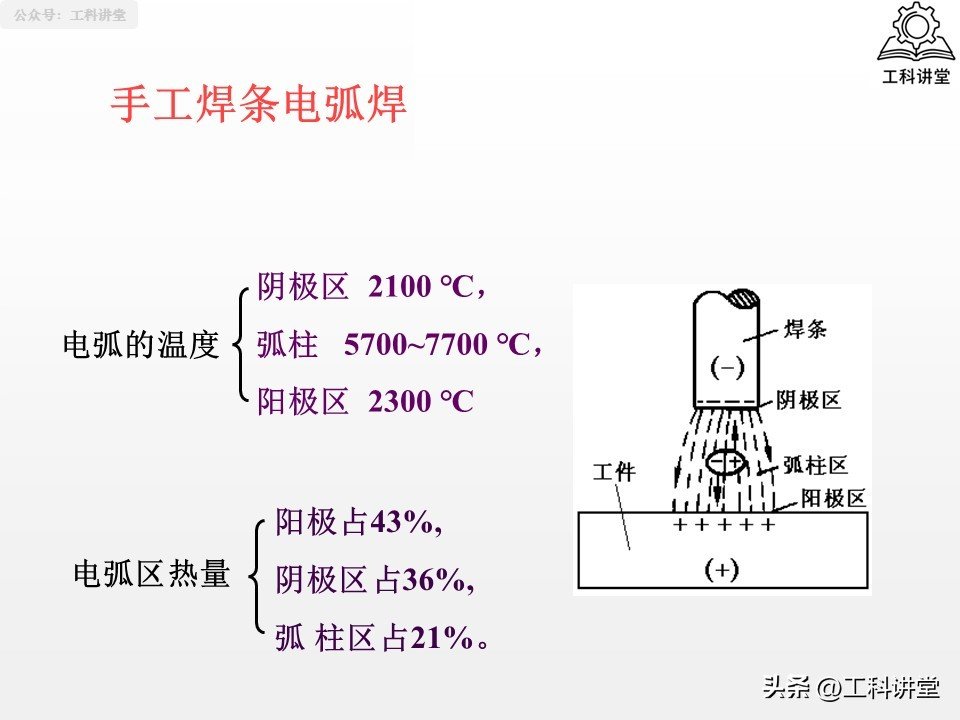
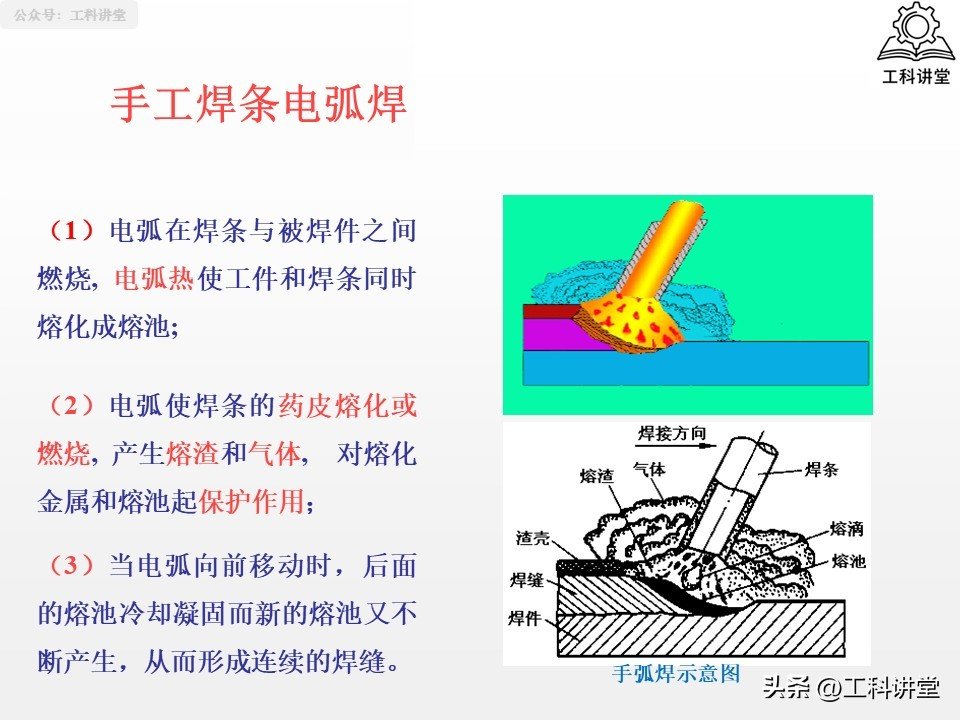
The all-rounder for manual arc welding on-site maintenance
The equipment used for manual arc welding is relatively simple. You only need a welding machine with a few welding rods to start the operation. It can weld both thin and thick plates, which makes it very suitable for use in construction site emergency repairs and equipment maintenance. Its shortcoming is that the efficiency is relatively low. The technology of the welder will have a direct impact on the welding quality, making it difficult to complete a large amount of work in a day.
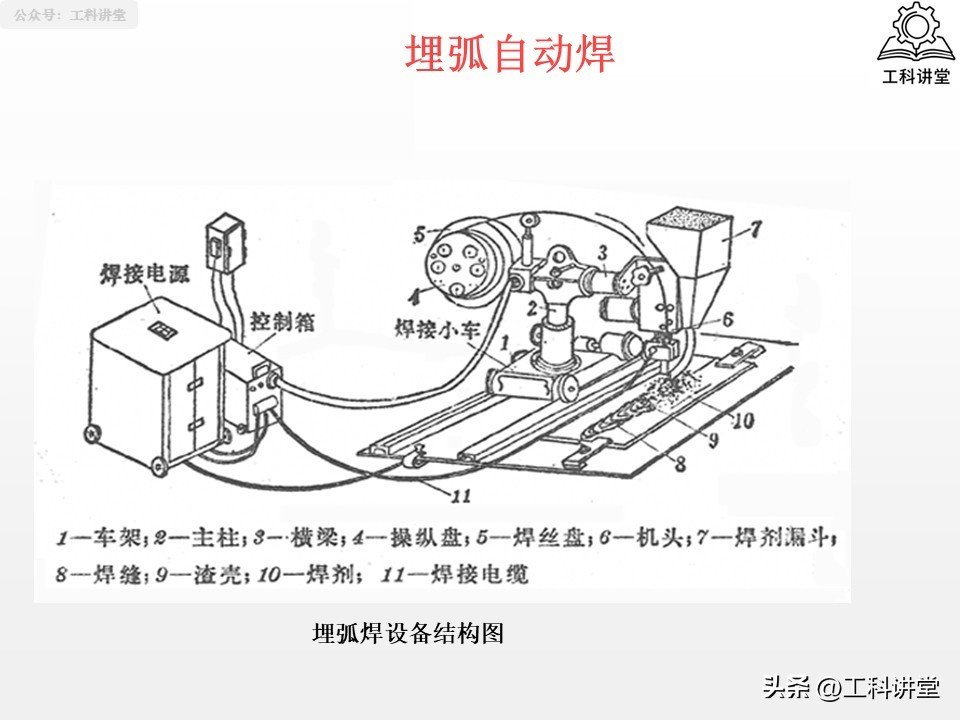
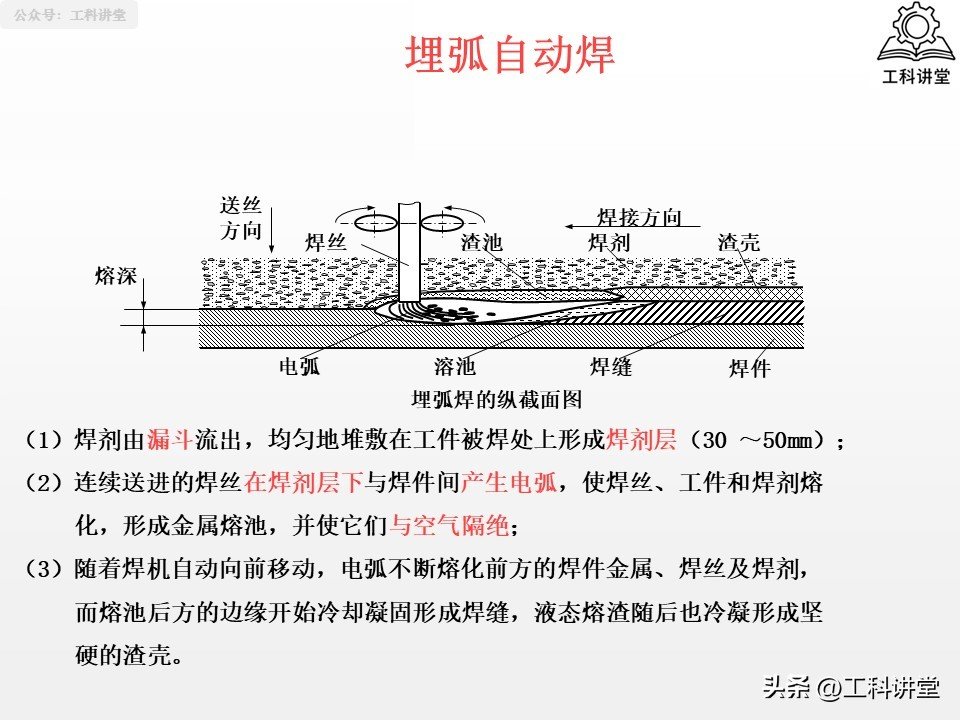
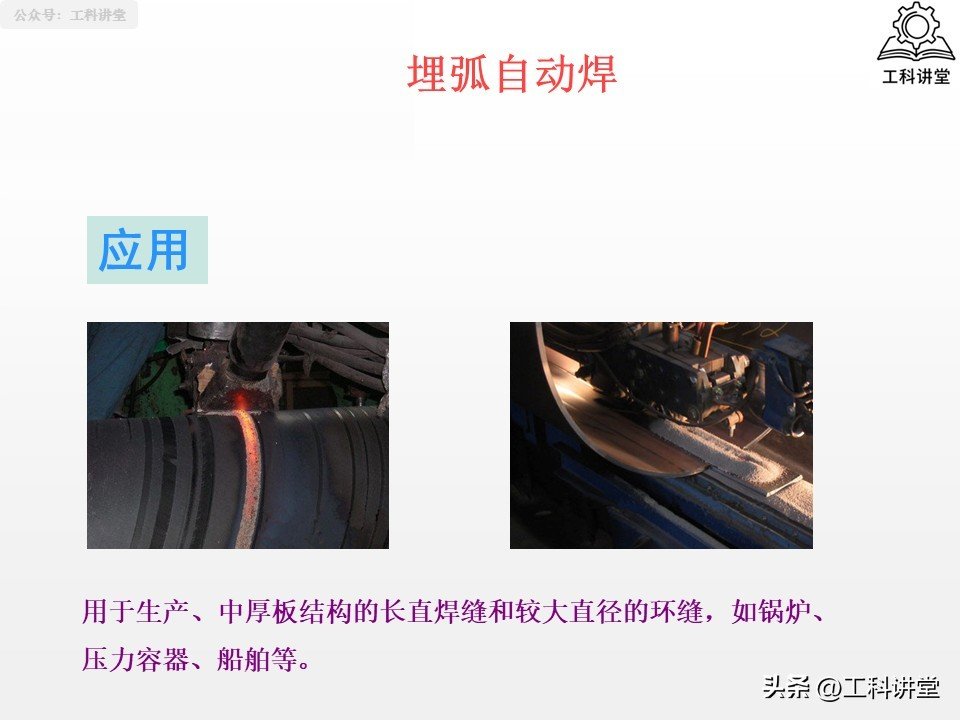
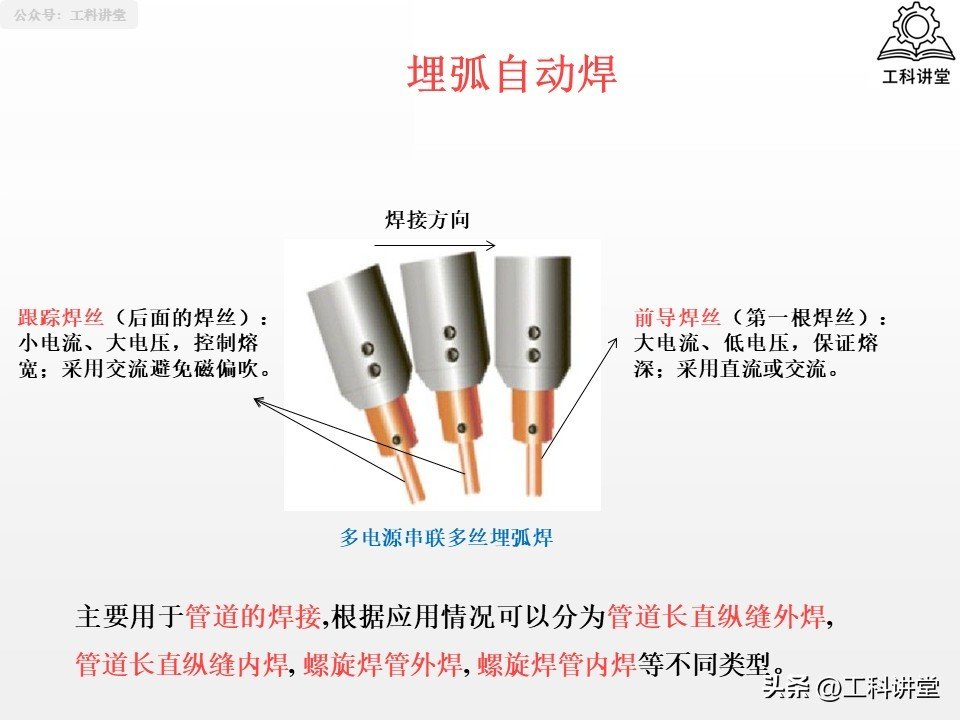
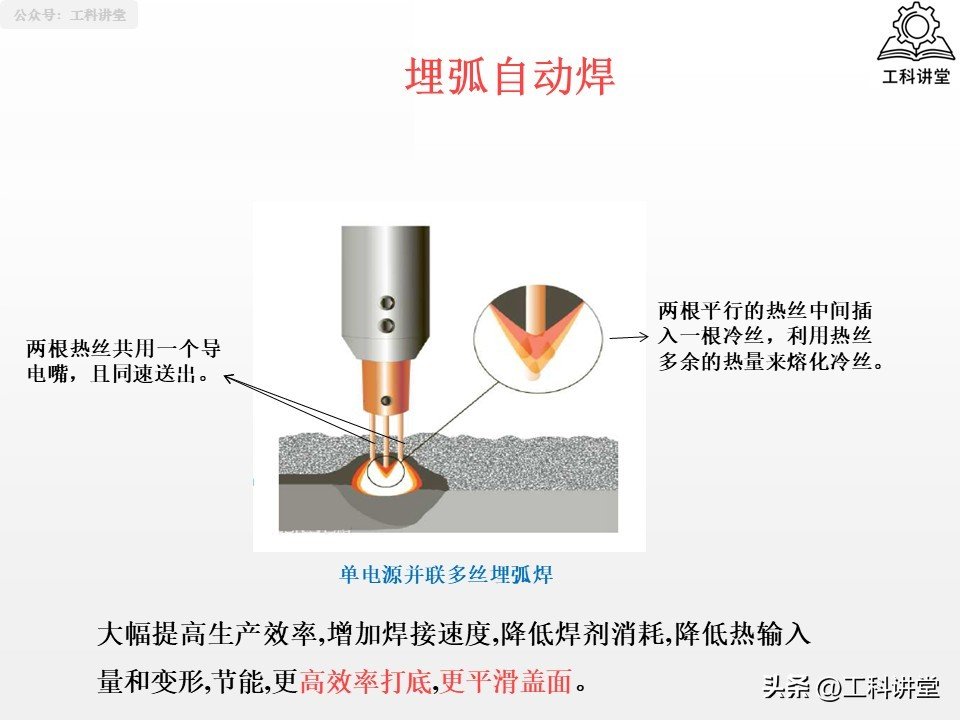
The efficiency of automatic submerged arc welding is more than five times higher than that of manual arc welding. The arc generated is hidden under the flux layer, and the resulting weld is beautiful and free of spatter. This welding method is almost always used when operating long straight welds in boiler plants and shipyards. However, it can only operate in the flat welding position, and the workpiece must be reversible.
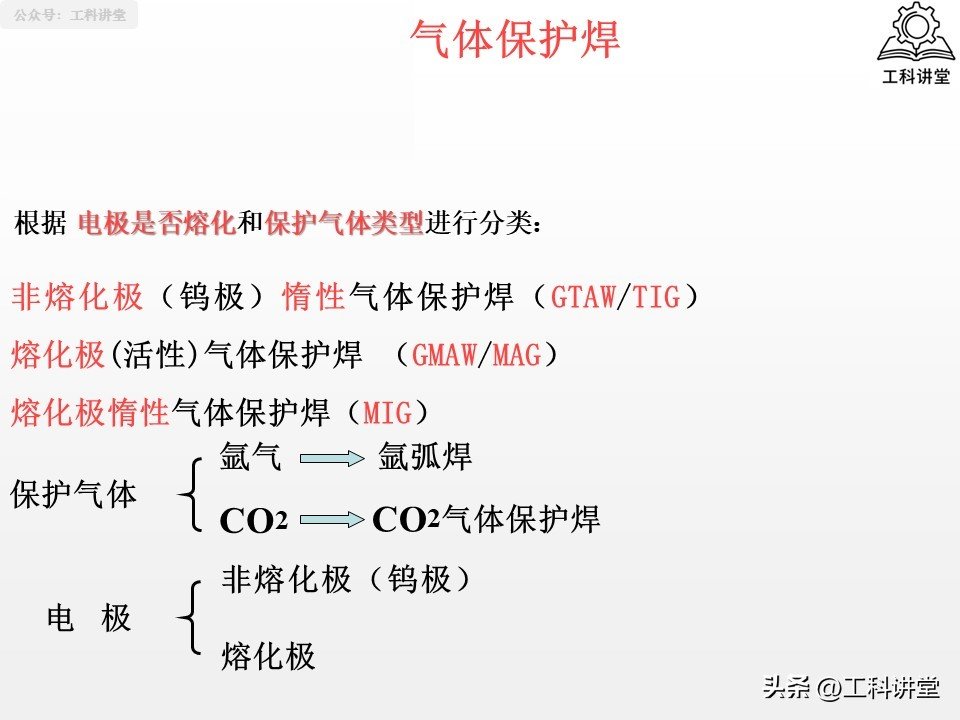
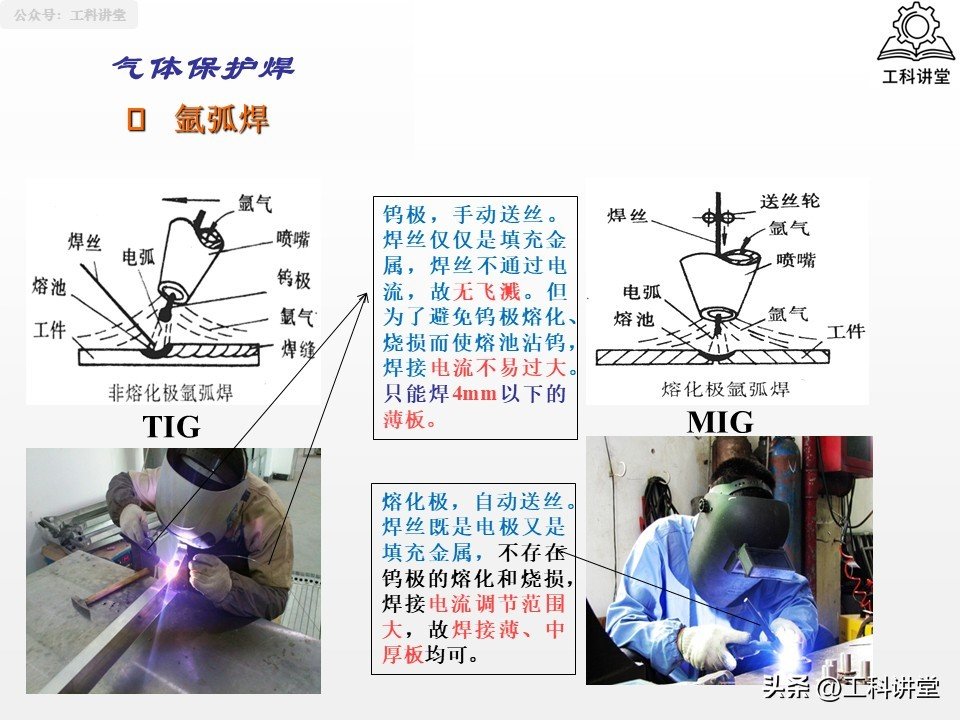
Partner for gas shielded welding of stainless steel and thin plates
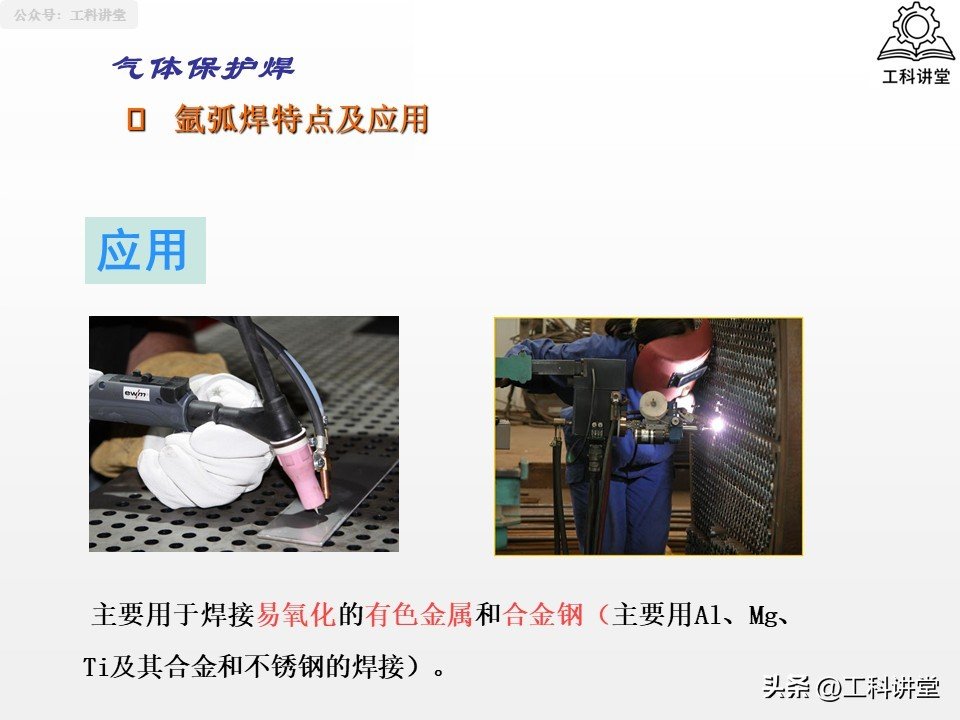
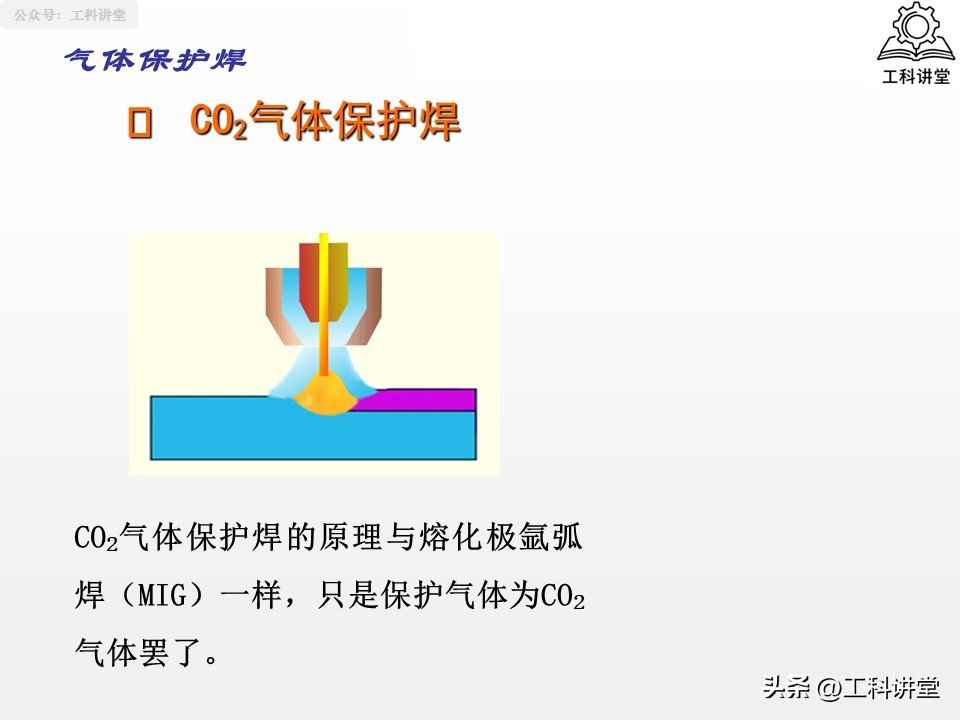
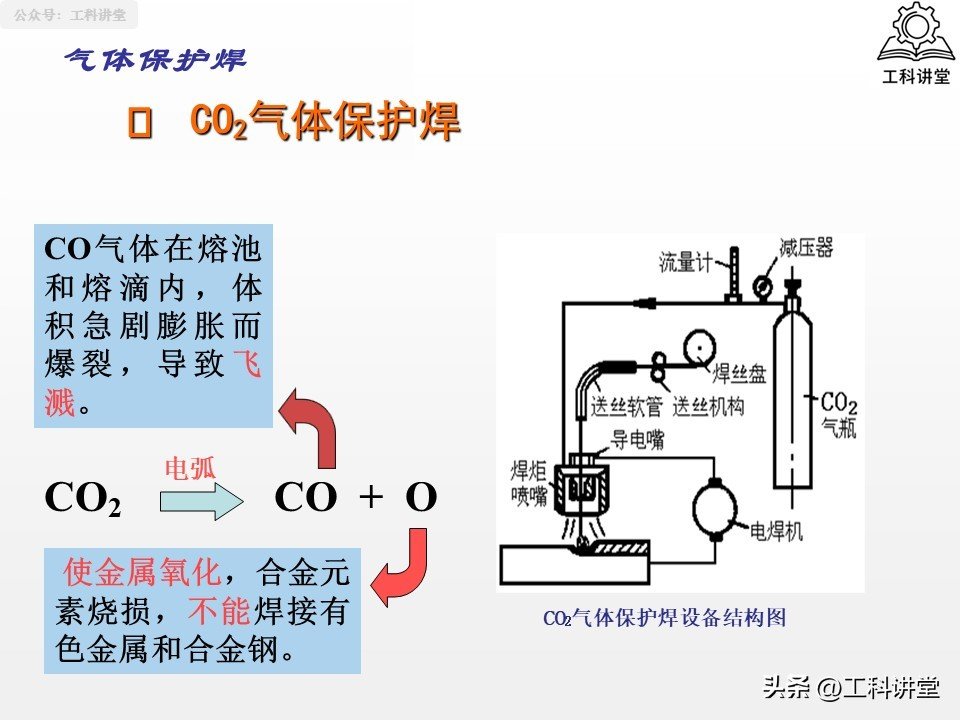
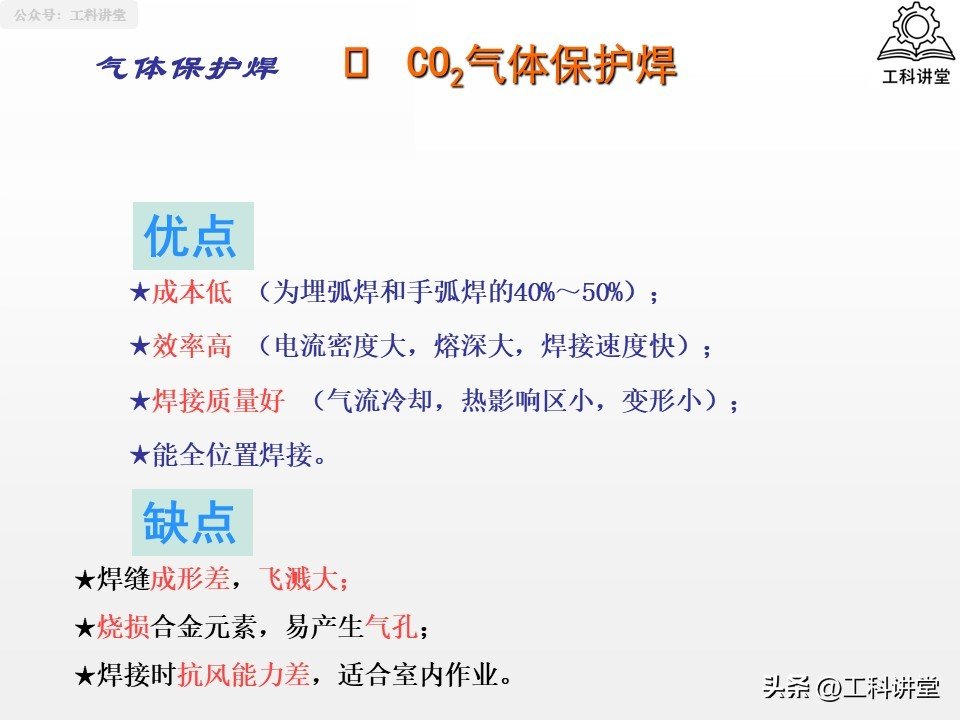
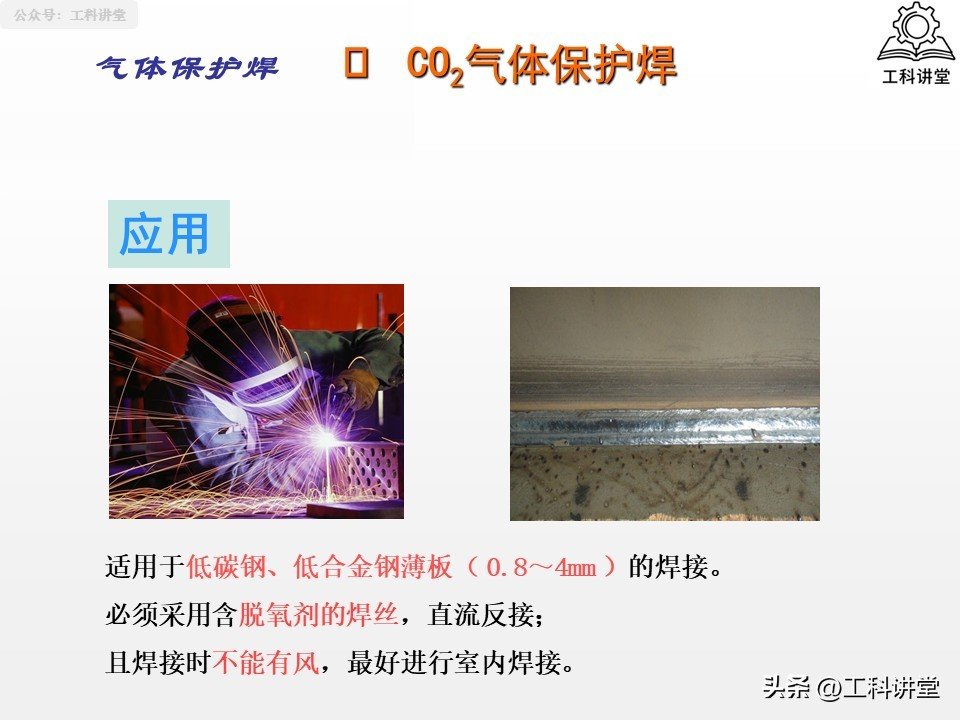
Argon arc welding is protected by argon gas. When welding stainless steel, aluminum alloys and copper alloys, the welds are clean and free of oxidation. It is the preferred welding method for aerospace parts and precision pipes. CO₂ gas shielded welding has the characteristics of low cost and high speed. For welding of low carbon steel thin plates, it can weld dozens of meters in length in one day. It is most common in automobile body sheet metal welding.
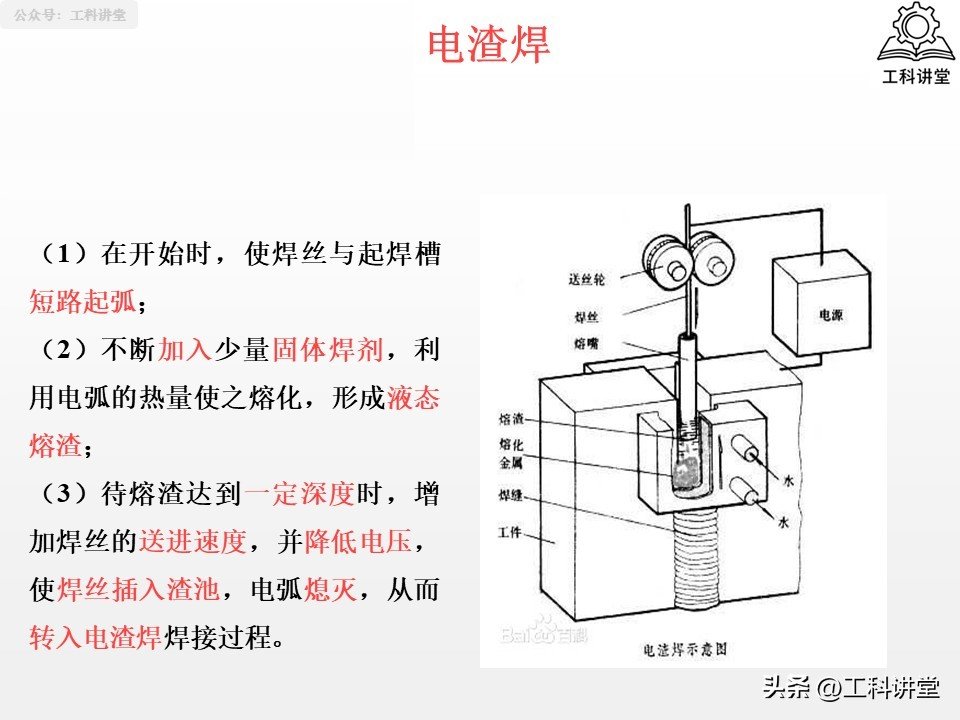
It is used for electroslag welding of 40 to 450 mm thick plates. One of its characteristics is that no bevel is required during vertical vertical welding and one-time penetration can be achieved. This welding method is often used for large hydraulic turbine main shafts and heavy machinery bases. After welding is completed, heat treatment must be performed to relieve stress.
The sharp knife in the precision field of laser welding
Affected by the highly concentrated energy of laser welding, the heat-affected zone is extremely small, and the deformation of welded parts produced by mobile phone components and medical equipment is almost zero. However, due to the high price of the equipment, with a starting price of hundreds of thousands, the welding of aerospace engine blades and sensor packages is almost impossible to complete without it.
Electron beam welding, which can be carried out in a vacuum state, has a weld depth-to-width ratio of up to fifty to one, and has extremely good results when welding hard-to-fuse metals such as tungsten and molybdenum. Electron beam welding must be used in the nuclear industry and aerospace fuel tanks, but the size of the workpiece is limited by the vacuum chamber.
Plasma arc welding weapon for military materials
When welding military materials such as titanium alloys and nickel-based alloys, plasma arcs with high temperature and strong penetration capabilities can be relied upon for one-time molding. Rocket engine casings and submarine pressure hulls often use this process, but the process is more complicated to operate than argon arc welding, so the requirements for technicians are also higher.
High-frequency welding relies on the skin effect of electric current to heat it rapidly. When welding longitudinal seams or spiral seams of steel pipes, its welding speed can reach tens of meters per minute. Oil pipelines are produced by high-frequency welding, and construction scaffolding steel pipes are also produced by high-frequency welding. It is very efficient, so to speak, but it can only be used for welding pipes.
Pressure welding solid phase connection without melting
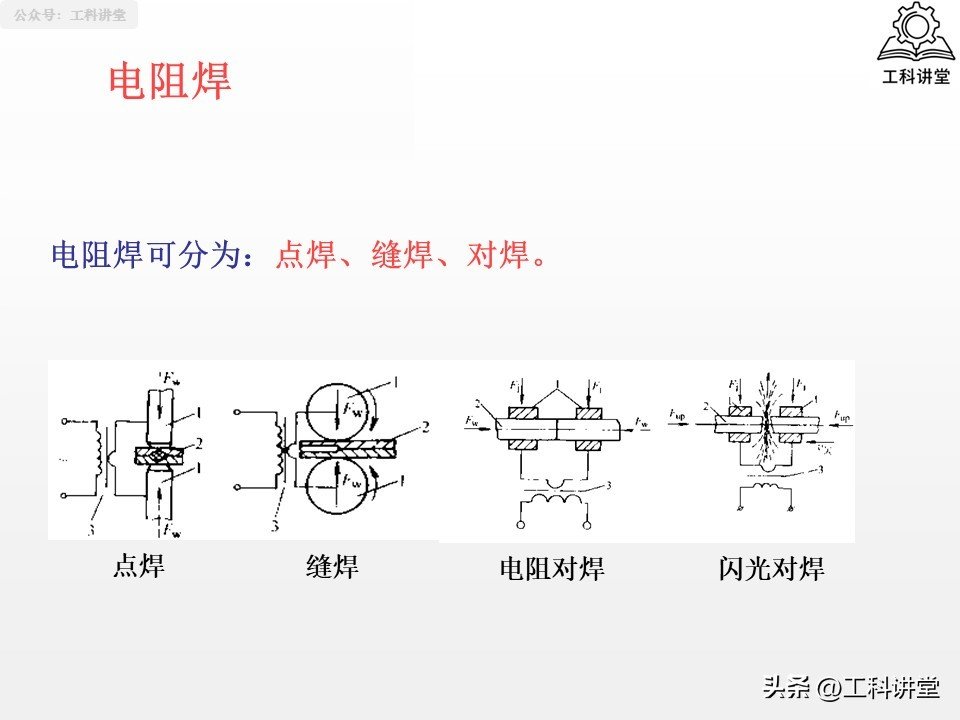
Resistance welding, spot welding and seam welding each perform their own duties
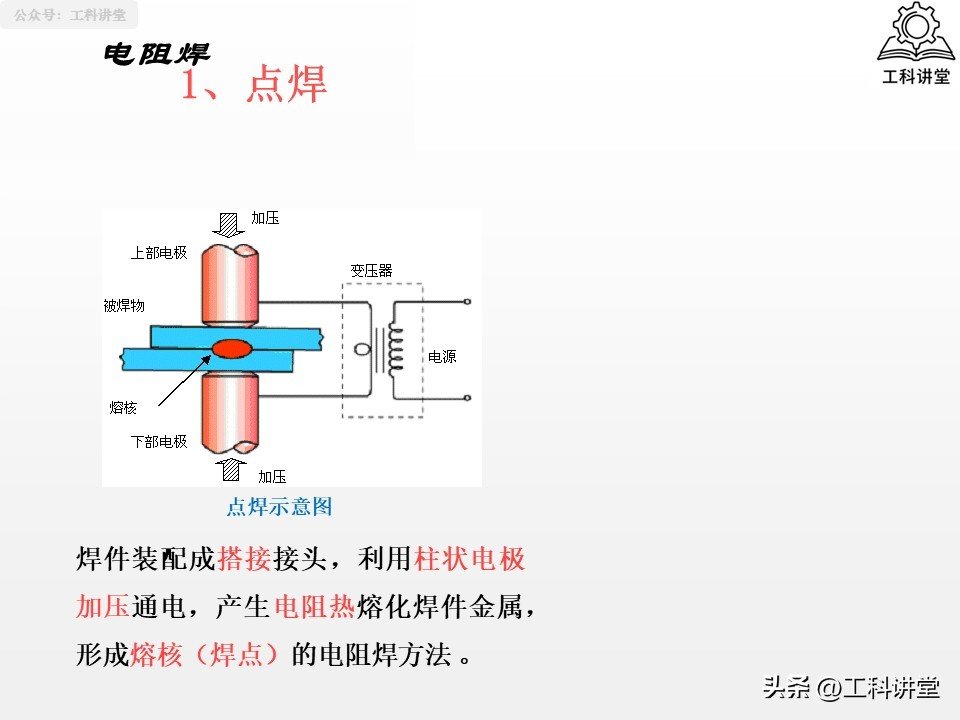
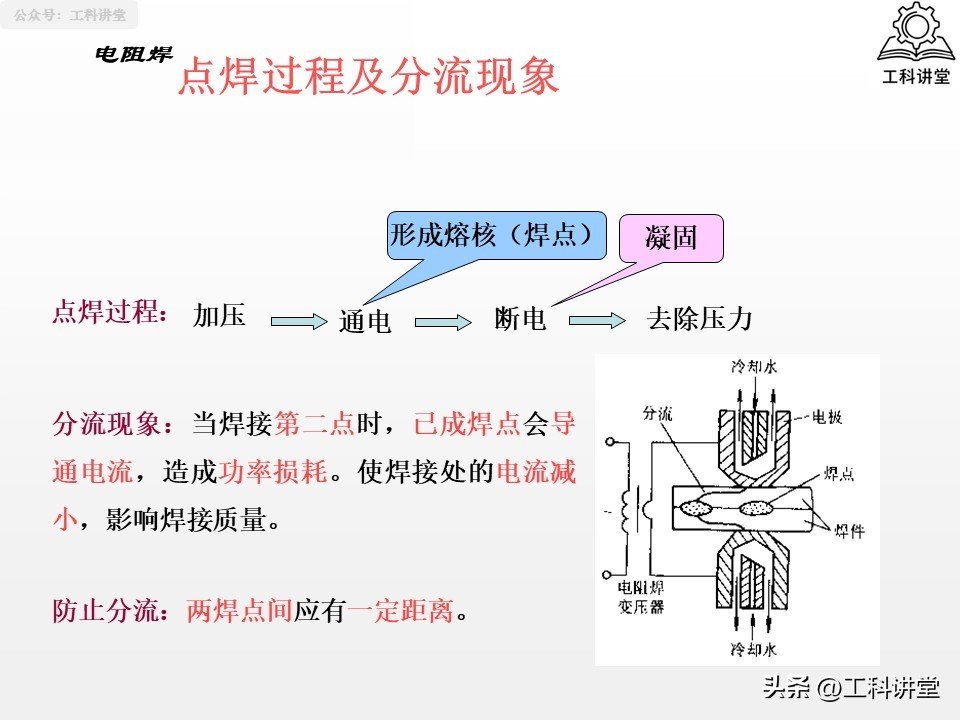
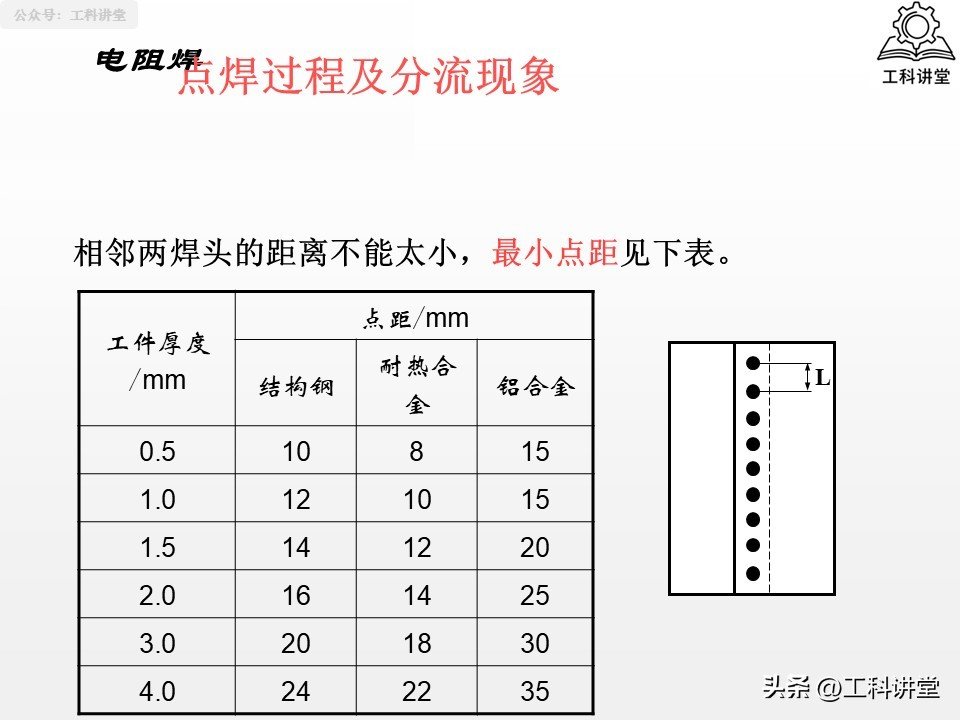
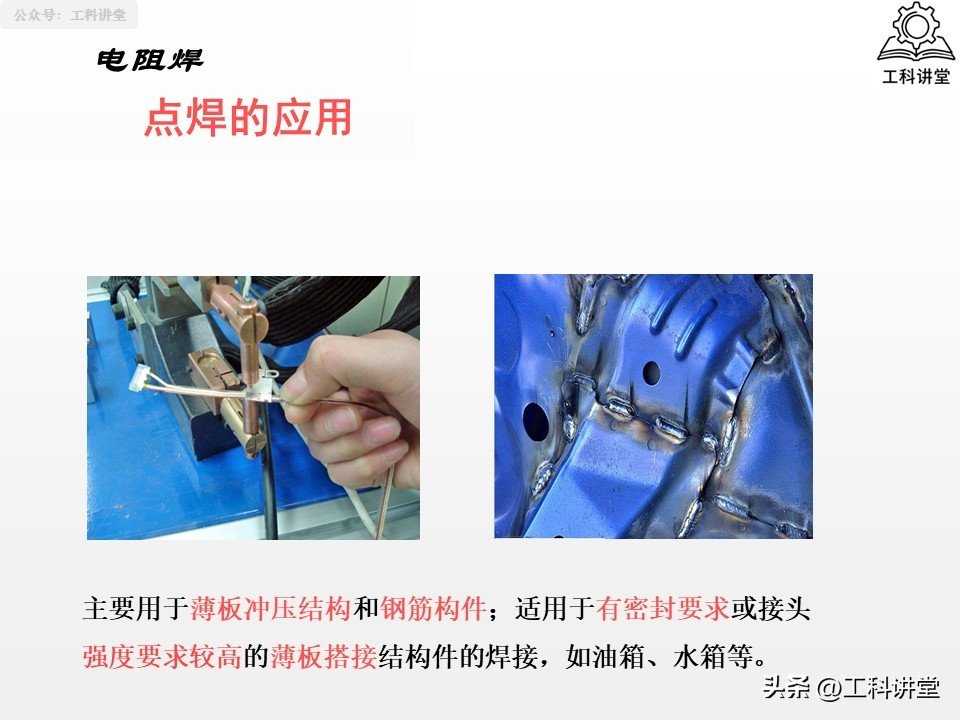
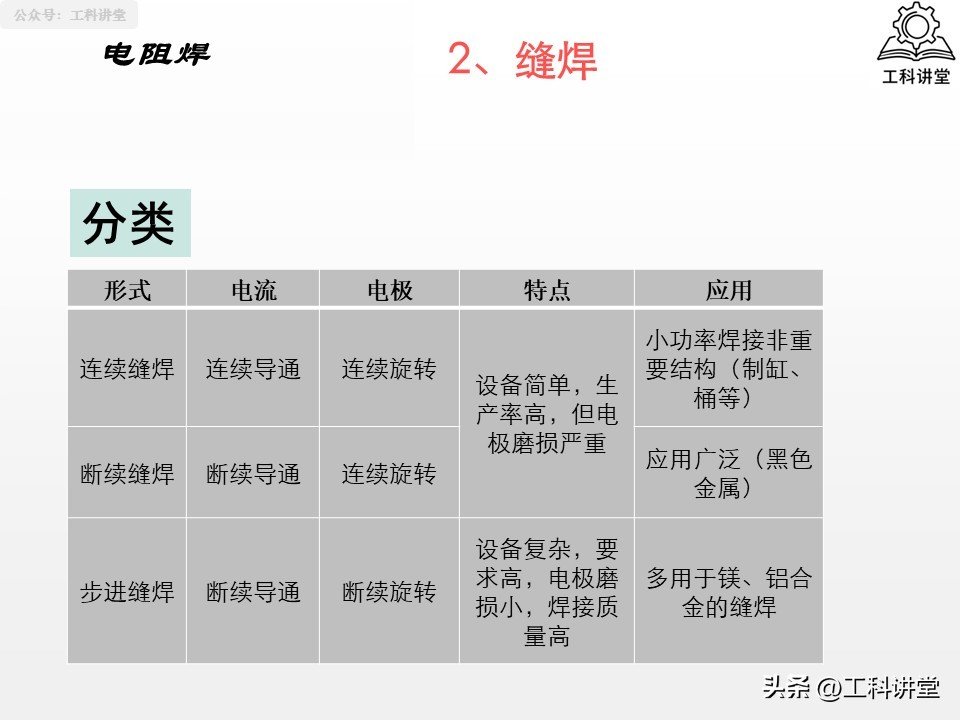
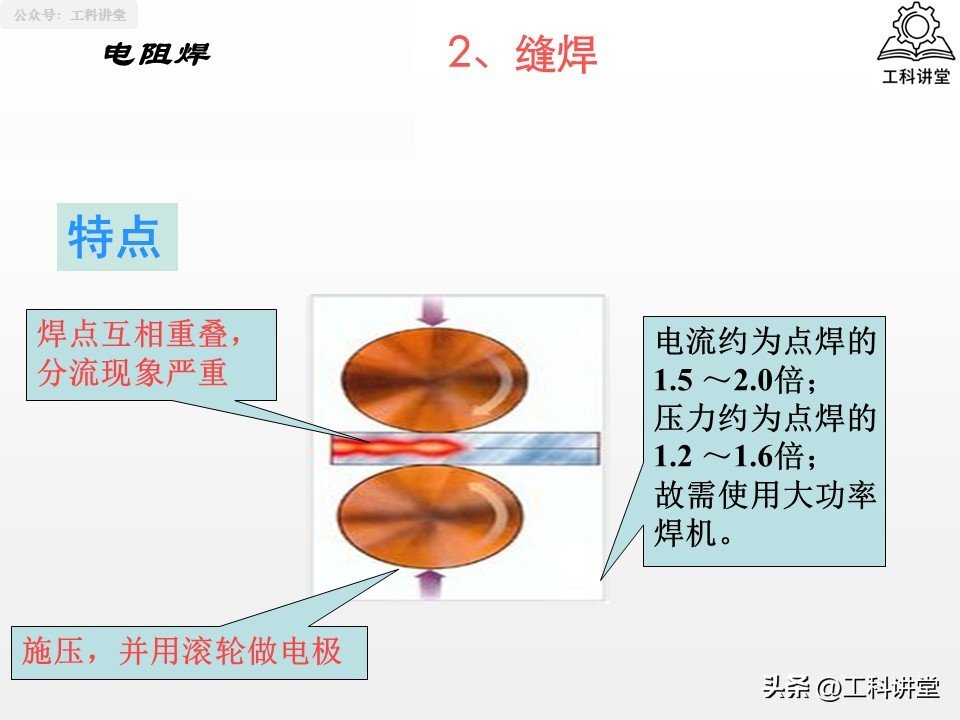
Spot welding is applied to fuel tanks, water tanks and automobile bodies. By clamping the workpiece with two electrodes to apply electricity and pressure, it can achieve the effect of forming a welding spot in one second. Seam welding uses roller electrodes for continuous welding and is used to seal thin-walled parts, such as gasoline tanks and radiators, to achieve a water- and oil-proof condition.
Pay attention to safety protection when welding, because when flash butt welding is suitable for butting dissimilar metals, transition joints such as aluminum and copper will be widely used in the wire and cable industry, and metal splashes and sparks will be emitted in all directions during welding.
The first choice for friction welding copper-aluminum transition joints
Friction welding, which relies on rotational friction to generate heat, forms joints after upsetting, and its efficiency is five to six times higher than flash butt welding. This method is commonly used for welding copper-aluminum transition plates and tool arbors. This friction welding has no melting phenomenon and no spatter. The joint strength is close to the base material.
Ultrasonic welding needles are specially used to process extremely thin components such as wires and foils, such as lithium battery pole pieces and microelectronic leads. The welding process does not require fillers and can be completed in just a few seconds. On the assembly line of an electronics factory, thousands of points can be welded per hour.

Diffusion welding and explosive welding of special materials
Diffusion welding promotes the diffusion of atoms between each other under such high temperature and high pressure conditions. Dissimilar materials such as titanium alloys and stainless steel, ceramics and metals can be welded. This welding is often used in aircraft engine blades and hydraulic actuators. However, the process cycle is relatively long, and it takes several hours to weld a batch of parts.
Explosion welding, which uses impact welding with the help of explosive impact, is suitable for manufacturing large-area composite panels, such as stainless steel and carbon steel composite panels. It is used in reactors and heat exchanger tube sheets in chemical plants. However, its noise and vibration are quite large, so operations must be carried out in the field.

Brazing: Precision process of low-temperature connection
Soft soldering standard for the electronics industry

For soft soldering, it uses tin-lead or tin-silver solder. The melting point of the solder is lower than 450 degrees. The base material does not melt during soldering. The components on the circuit board and the instrument wires are all operated with it. The soldering can be completed by simply pressing the soldering iron. However, the joint strength is relatively low, so parts that are stressed must not be used.
The copper-based or silver-based solder used for brazing has a melting point exceeding 450 degrees and a high joint strength. It is used for bicycle frame welding and carbide tool welding. It needs to be heated with a flame or a furnace. Its process requirements are higher than those of soldering.
Key points for selecting brazing materials
The choice of solder for soldering depends on the operating temperature. For ordinary electronic products, tin-lead is used, and if it is in a high-temperature environment, tin-silver-copper is used. The choice of solder for brazing depends on the base material. Nickel-based solder is used for stainless steel, and silver-copper solder is used for copper alloys, and flux can be used to achieve wetting.
Before brazing, the joint surface must be cleaned, because oil stains and oxide films will cause weak soldering. Furnace brazing is suitable for mass production, while flame brazing is suitable for on-site maintenance. Each of them has different applicable scenarios.
Password for selecting welding materials to match metal composition
How to choose welding rods and wires
Acid welding rods with good processability can be used with both AC and DC welding machines. They are the first choice for welding ordinary steel structures. Alkaline welding rods with low hydrogen content must be used for important structures such as pressure vessels and bridges. They need to be dried at 350 degrees before welding, otherwise pores will occur.

The solid welding wire suitable for automatic welding has good stability and good wire feedability. Flux-cored welding wire is filled with powder powder. It has less spatter and beautiful shape. It has more advantages than solid welding wire when welding in all positions, but it is more expensive.
Combination of flux and shielding gas
The smelting flux is not easy to absorb moisture and can be reused during submerged arc welding. It is suitable for mass production. The widely applicable sintering flux can adjust the formula according to different metals. However, it must be dried before use, otherwise it will affect the quality of the weld.

Among gas protection, argon gas is the most applicable in all aspects. For welding stainless steel and non-ferrous metals, its performance is extremely stable. CO₂ is relatively cheap and highly efficient in welding low carbon steel. A gas mixture consisting of 80% argon plus 15% CO₂ plus 5% oxygen is an excellent versatile combination for low carbon steel and low alloy steel, making the welds defect-free.

Practical selection principles and experience in avoiding detours
Determine the method according to the base material
Argon arc welding plus stainless steel wire is preferred for stainless steel. CO₂ gas shielded welding or manual arc welding is used for carbon steel. Aluminum alloy must be welded by argon arc welding or laser welding. Ordinary electrodes are not strong enough to weld well and will crack at the first try.
When welding copper alloy, its thermal conductivity is high, so high power must be used for preheating. At the same time, both submerged arc welding and gas shielded welding are feasible. Titanium alloys have their own special circumstances. They can only be welded using argon arc welding or plasma arc welding. They will become brittle once exposed to oxygen, so the protective gas must be sufficient.
Working conditions determine process selection

For pressure vessels and pipelines in high-temperature and high-pressure environments, it is most reliable to use alkaline welding rods plus gas shielded welding. In low-temperature environments, low-hydrogen welding rods are needed to prevent cold cracks. Friction welding or resistance welding is used for structural parts with greater stress, because the strength of this joint is higher than that of fusion welding.
For thin plate welding, laser welding or pulsed argon arc welding is preferred because of its small deformation. For thick plate welding, electroslag welding or submerged arc welding is used, which is highly efficient. For dissimilar metal welding, diffusion welding or explosion welding is used to avoid thermal stress cracking.
Balance between efficiency and cost
For mass production, automated processes are used, in which submerged arc welding can weld hundreds of meters a day, while robot welding can produce dozens of weldments per hour. As for small-volume repairs, manual arc welding is used. The equipment is cheap, the welder is flexible, and no special tooling is required.
In terms of cost control, CO₂ gas shielded welding is the most economical. Its welding wire is cheap and the shielding gas is also cheap. Laser welding has high precision, but the equipment is expensive and it is only suitable for high value-added products. For ordinary steel structures, the use of acid welding rods is sufficient, so don’t waste your money.

Question session
During actual welding, what is the most troublesome metal matching problem you have encountered, such as stainless steel welding to carbon steel, aluminum to welding copper, etc. You are welcome to share your experience in the comment area, like and bookmark this article, so that you will not be confused when selecting welding materials in the future!









暂无评论内容