
100 questions for beginners on learning CNC – Questions 50-55 on tool selection for CNC machining centers (Section 2)
Aluminum must be cooled with coolant. Precautions for CNC machining of stainless steel , otherwise the tool will stick and damage the parts.
When aluminum materials are processed, the chips easily form an affinity with the tool. In the case of dry cutting, the aluminum chips will quickly stick to the blade, causing the cutting force to increase, the surface roughness to deteriorate, and in severe cases, the workpiece will be scrapped. It is recommended to always turn on the water-soluble coolant during the aluminum milling process. With the lubrication and flushing effects of the coolant, the aluminum chips can be taken away in time to keep the cutting area clean. At the same time, the coolant can also effectively control cutting heat and avoid dimensional deviations in aluminum parts due to thermal expansion.

Plastics and composites sometimes need to be cut dry instead
For some plastics such as nylon and acrylic, including carbon fiber composite materials, once they come into contact with coolant, they will absorb water and expand. Otherwise, a chemical reaction will occur, which will cause deformation of the workpiece and even lead to delamination. Generally speaking, this type of material requires dry cutting or air cooling. It is necessary to control the feed speed and rotation speed to reduce the heat generated by cutting, thereby avoiding thermal damage. Before operation, be sure to check the material data sheet to clarify the cooling requirements. Failure to do so and blindly adding water will result in batch scrapping.

The key role of coolant is to help remove chips
In situations where chip removal is difficult, such as deep hole machining and internal cavity milling, chips can easily get clogged in the chip groove and squeeze the tool, causing the tool tip to chip or twist. At this time, the coolant must be turned on to force the chips out of the processing area through high-pressure fluid flow. If the coolant pressure is insufficient, compressed air can be used to blow chips to ensure smooth chip removal. On the contrary, if the chip evacuation is smoother and the cutting heat can be controlled, then you can consider reducing or turning off the coolant.
Wrong selection of front and rear angles Precautions for CNC machining stainless steel Precautions for CNC machining stainless steel 100 questions for beginners learning CNC – Questions 50-55 (section 2) of tool selection for CNC machining center, how many times the tool life difference
In metal processing, the larger the rake angle, the smaller the cutting resistance. In this case, it is suitable for processing soft materials such as aluminum alloy and copper. The chip deformation is small and the surface finish is high. As for the relief angle, it can reduce the friction between the tool flank surface and the workpiece, thereby improving the quality of the machined surface. When processing hard materials such as stainless steel and titanium alloys, the rake angle needs to be reduced to 5° to 10° to prevent the blade from breaking due to excessive force. The relief angle is generally selected from 8° to 15°, which is adjusted based on the tool diameter and machining allowance.
Stainless steel processing should choose the right coating and helix angle
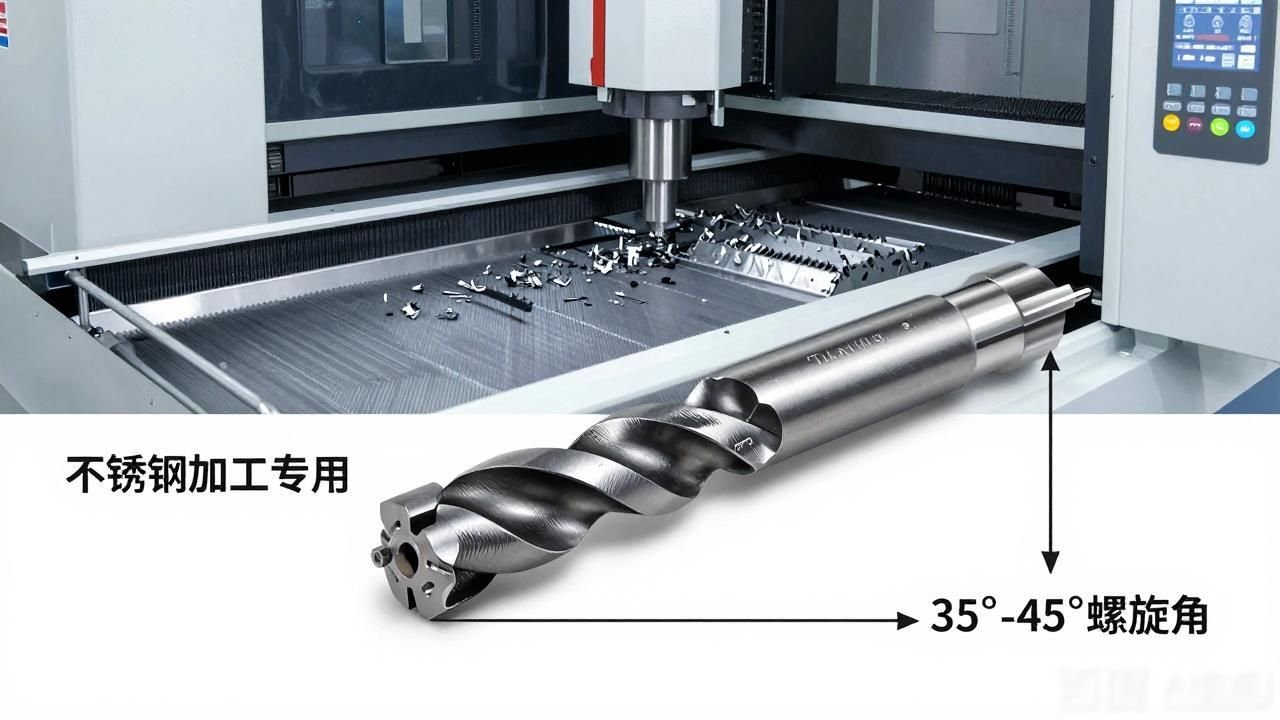
Stainless steel has the characteristics of poor thermal conductivity and severe work hardening, so the tool is very likely to fail in less than two minutes. It is recommended to use solid carbide milling cutters with TiAlN or AlTiN coatings, because these coatings have heat-resistant and wear-resistant properties and can delay the wear trend of the tool tip. The helix angle needs to be selected within the value range of 35° to 45°, so that the chips will be discharged more smoothly, thereby reducing the adhesion of the chips and allowing the chips to be discharged smoothly without material adhesion. For roughing, using a large helix angle cutter can improve the material removal rate; for finishing, using an insert with a V-shaped chip breaker can keep the cutting state light and stable, effectively avoid the occurrence of built-up edge, and prevent excess debris from remaining.
The problem of flicking the knife is solved by the length-to-diameter ratio and margin allocation.
When the overhang length-to-diameter ratio L/D of the tool exceeds 4, the rigidity will drop sharply, which will easily lead to vibration marks or overcutting. This phenomenon is caused by the tool flicking. For this situation, it is recommended to use a short tool or a thick tool holder. If long overhang operations are necessary, high-speed cutting will greatly reduce the cutting amount of each tooth, thereby reducing the tangential force. After the rough machining is completed, a margin of 0.2 to 0.5 mm should be reserved specifically for the corner cleaning process, and a new tool should be used for fine trimming in a subsequent step. When the tool wears extremely quickly, multiple tools can be put into use in turn. This can prevent a single tool from overheating and extend the overall service life of the tool. This is extremely critical.
After reading this article, what is the most troublesome problem you have encountered during the processing of stainless steel? Welcome to the comment area to leave a message about your real experience, like and save it so that you can refer to it in the future!










暂无评论内容