
Circle vibrating screen composition
The structure of the screen box determines the life of the vibrating screen
The key component of the vibrating screen is the screen box, which is made of welded steel plates and can withstand high-frequency vibration and material impact. If the screen box structural design is unreasonable or the welding process does not meet the requirements, cracks will easily occur in areas where stress is concentrated. In 2024, a mining machinery factory in Hebei reported feedback that the screen box was not heat treated in time after welding, and cracks in the welds occurred within three months of use. Composition, the layout of the side plates, beams and reinforcements of the screen box must be symmetrical to reduce the additional stress caused by eccentric vibration. Before welding, the oil and rust at the welding joint must be cleaned, and the steel plate must be preheated to above 80 degrees for riveting and welding of the vibrating screen frame to prevent cracking , which can effectively reduce the internal stress of the welding. It is recommended to perform aging treatment or vibration stress relief after welding to prevent the risk of cracks.
The welding strength of the vibrator installation must be ensured
The power source of the vibrating screen is the vibrator. The vibrating screen frame is riveted and processed to prevent cracking . It relies on unbalanced weights to generate centrifugal force, which is directly transmitted to the screen box. The base weld connecting the vibrator and the screen box requires the use of high-strength welding rods, such as E5015 or E5016 series. The thickness of the weld is 80% higher than the same thickness of the base material. In 2023, an accident occurred at a coal preparation plant in Henan due to the tearing of the weld of the exciter base. The main reason for this incident was that the welding personnel failed to make a groove in accordance with the specifications, resulting in insufficient penetration during welding. It is recommended to use multi-layer welding and weld one line at a time. The width of each weld must be controlled within four times the diameter of the welding rod. After the welding is completed, conduct magnetic particle inspection of the weld.

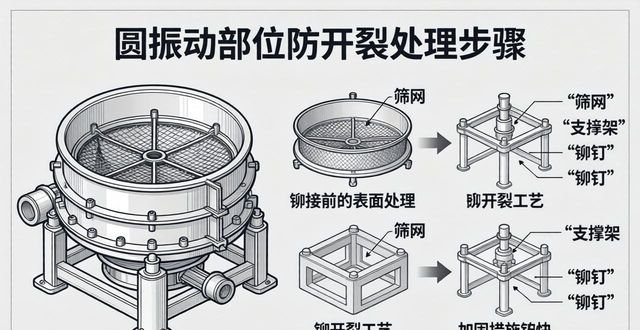
Treatment steps to prevent cracking of riveted parts
The riveting parts of the screen box are similar to the screen hooks and pressure plate connection nodes that are prone to fatigue cracks when subjected to alternating loads for a long time. The edges of the rivet holes should be chamfered to remove burrs to prevent stress concentration points. Before riveting, apply anti-rust primer on the edge of the hole to avoid electrochemical corrosion. The rivet material should be mild steel or rivet screws. The steel diameter is 0.2 mm smaller than the hole diameter. During riveting, the pressure of a hydraulic riveting machine is controlled at 15 to 20 MPa to avoid over-riveting and deformation of the base material. A vibrating screen manufacturer in Shanxi switched to ring-groove rivets in 2022. After that, the life of the riveted parts was extended by 40% and crack problems were reduced by 70%.
The relationship between eccentric weight adjustment and welding quality
The eccentric weight of the exciter is fixed on both sides of the main shaft by welding. Once the eccentric weight changes, it will have a direct impact on the amplitude. When welding the eccentric weight, it needs to be welded symmetrically. The length and thickness of the welds on both sides must be consistent, otherwise the screen box will run skewed. Before welding the eccentric weight, its position must be fixed by spot welding, and then the symmetry should be measured, and the error should not exceed 0.5 mm. Choose a welding rod with a diameter of 3.2 mm, control the welding current between 110 and 130 amps, and use short arc welding to reduce spatter. After welding is completed, the surface of the weld must be inspected to ensure that no pores and slag inclusions are allowed. Some operators in the cement plant reported that after the welds of the eccentric weights cracked, the amplitude of the vibrating screen dropped to half of its original level, and the screening efficiency dropped by as much as 30%.
Details of coupling installation welding to prevent cracking
The petal coupling and flexible disk coupling that connect the motor and the exciter are susceptible to torque shock, so the welding of the connection between the coupling and the shaft must be done with extreme caution. Before welding the coupling, positioning steps should be turned on the shaft end and the weld area should be preheated to 100 degrees. Welding uses CO2 gas shielded welding with a wire diameter of 1.2 mm and a current between 180 and 220 amps. After welding, it must be kept warm and cooled slowly. In a maintenance case in Shandong in 2024, the coupling weld was not preheated, and circumferential cracks appeared in the weld after one week of operation. It is recommended that after the coupling welding is completed, the vibrating screen frame should be riveted and welded to prevent cracking , and the welds of the coupling should be ultrasonic tested to ensure that there are no internal defects.
Feed box welding extends screen life
A feed box is installed at the feed end of the vibrating screen, which can increase the effective screening area and protect the feed inlet screen. When welding the feed box, the fillet welds of the bottom plate and side plates must be continuously welded, and there must be no missing welds. The thickness of the base plate must be no less than 8 mm, and the corners of the steel plate must be rounded after cutting to prevent stress concentration. The welding sequence is to weld in sections from the middle to both ends, each section is 150 mm long, and the jump welding method is used to control deformation. The inner wall of the feed box can be welded with a wear-resistant lining plate. The lining plate is fixed by countersunk head bolts, and the bolt heads should be lower than the surface of the lining plate. At a factory in South China that specializes in the production of machine-made sand, after using a feed box with a wear-resistant liner, the replacement period of the feed-side screen was extended from the original three months to eight months, and the cost of maintenance was significantly reduced.
Finally, I have a question for you. If you encountered cracks in the welding of the screen frame during actual production, would you choose to repair the welding, or would you choose to replace it with new parts? Welcome to share relevant experiences in the comment area, like this article and bookmark it for future reference.









暂无评论内容