

What are the techniques for titanium alloy processing?
Why titanium alloy processing gives manufacturers a headache
The density of titanium alloy is only 60% of steel, but high-strength titanium alloy exceeds many alloy steels. The Boeing 787's engine blades, its frame, skin and landing gear all use titanium alloys extensively. The amount of titanium alloy used in a single aircraft can reach 15 tons. However, many CNC processing manufacturers frequently encounter failures when facing titanium alloys. The main reason is that the cutting force is very large and the heat is very concentrated. Knives wear out as quickly as cutting tofu.
The technical team of Hongweisheng Precision Technology discovered in 2025 that a Shenzhen precision parts factory had an average tool life of only 15 minutes due to processing titanium alloys, and the scrap rate was as high as 30%. However, after repeated trials, they concluded that as long as they find a good method, titanium alloy processing can be fully controlled. What are the techniques for titanium alloy processing? , and summarized a set of processing techniques verified by more than 3,000 tests, which can significantly improve efficiency and yield rate.
Blade selection determines success or failure
The blade is designed to have a positive geometry, that's the first priority, the first priority. Positive-angle inserts have characteristics that can reduce cutting forces. For example, using an insert with a 15-degree rake angle can reduce cutting forces by more than 20% compared to a standard insert. This situation directly achieves the effect of reducing cutting heat and workpiece deformation, thereby avoiding the dimensional deviation of parts due to thermal expansion. After an aerospace parts supplier switched to positive-angle inserts, the processing deformation rate dropped from 8% to 1.5%.
Blade coating, too, is quite critical. When titanium alloy is processed, once the temperature exceeds 800℃, the normal coating will fall off quickly. It is recommended to use PVD coated blades, such as TiAlN coating, which has high temperature resistance and an improvement of up to 40%. In 2024, there was a mold factory in Foshan. After switching to this type of blade, the number of titanium alloy parts that a single knife can process increased from 8 to 35.
Processing status and cooling should be coordinated

Alloys made of titanium should be operated in the softest state. For example, the hardness of an annealed titanium alloy is about HB300. In this case, the difficulty of operation is minimal. If a certain part needs to be hardened, heat treatment should be carried out after the relevant operations are completed. Otherwise, when the hardness exceeds HB350, the wear rate of the tool will be accelerated to three times. A factory engaged in the manufacturing of aerospace components once forcibly processed hardened titanium alloys, which resulted in an average monthly tool cost increase of 120,000 yuan.
The lack of high-pressure and large-flow cutting fluid will definitely not work. The pressure of the cutting fluid must reach 70 to 100 bar, and the flow rate cannot be less than 40 liters per minute. The purpose is to spray directly onto the cutting edge. In 2025, after a machining center in Dongguan installed a high-pressure cooling system, the temperature during processing dropped from 680°C to 380°C, and the life of the tool was extended to 2.5 times. Keep in mind that failure to cool in time will cause degeneration of the workpiece surface and even cause tool chipping.
Tips on feed rate and cutting path
It is very important to ensure that the feed rate remains constant. Once there is a pause or deceleration during the cutting process, the surface of the workpiece will quickly harden and form a work-hardened layer. When milling titanium alloy, the radial cutting amount ae needs to be set to 30% of the tool radius. Just like a milling cutter with a diameter of 20mm, the value set for ae is 6mm. This can ensure that the cutter teeth are always in the cutting state and prevent the occurrence of hard skin.
The blades used must always be kept sharp. Dull blades are the main culprit in concentrating heat, which can easily cause up to 65% of tool failure accidents. It is recommended that the blade be inspected every 10 to 15 minutes of machining operation. Once a slight chipping occurs, it must be replaced immediately. A larger tool tip arc radius or chamfer cutting should be used. For example, an arc of R1.5mm can reduce the cutting force at each point by 30% compared to R0.4mm, thereby preventing local damage.
Special tool structure improves efficiency
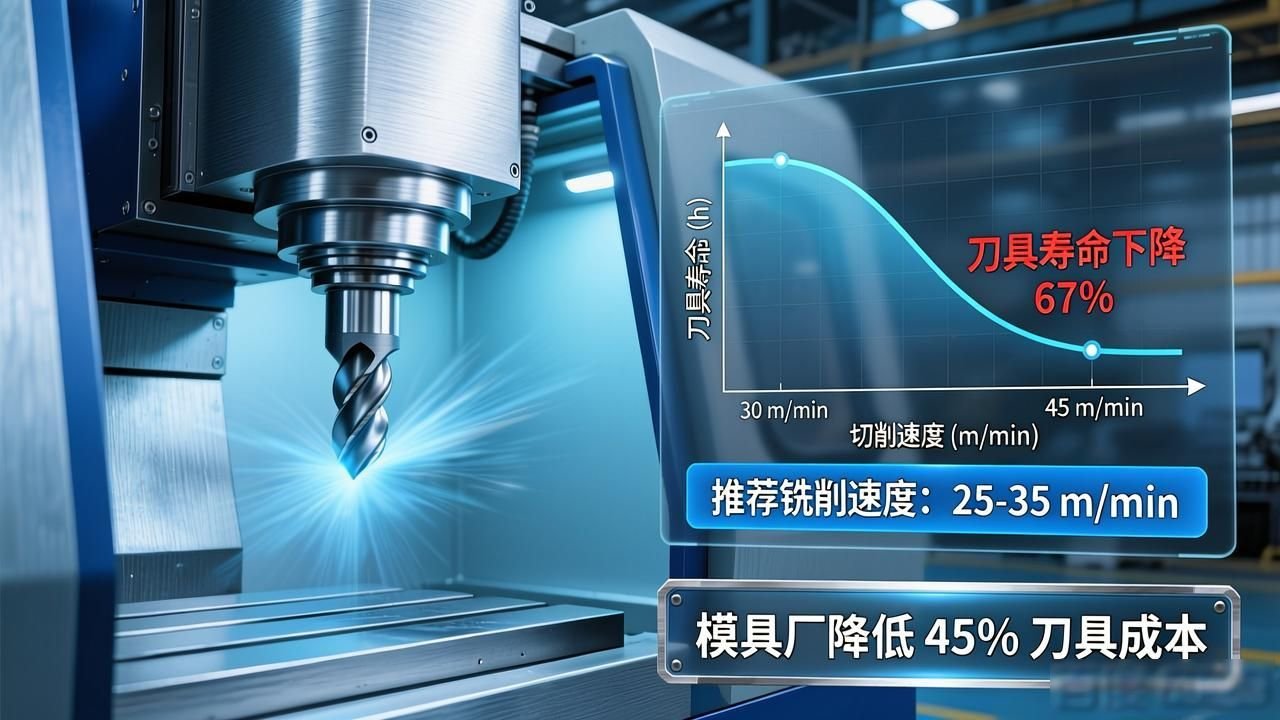
The biggest impact on tool life is the cutting speed of titanium alloy. Experimental data shows that the tool life decreases by 67% when the cutting speed increases from 30 m/min to 45-35 m/min. Therefore, it is recommended to control the titanium alloy milling speed at 25 = 35 m/min to keep the radial cutting amount constant. After a certain mold factory strictly followed this parameter, the tool cost was reduced by 45%.
There are ミーリング cutters specifically for titanium alloys in the market, which have a unique structure that covers variable spiral grooves and unequal pitch designs. For example, after consultation with experts in titanium alloy processing , a certain brand of titanium alloy milling cutter adopts a 40° helix angle, which makes chip removal smoother and the surface roughness after processing can reach Ra0.4. In 2025, after a precision processing company in Shanghai used this milling cutter, the processing time of a single piece was reduced from 18 minutes to 9 minutes, doubling the efficiency.
Industry prospects and future breakthroughs
When titanium alloys are processed, groove wear is a common problem. The main reason is that the hardened layer is left during the early processing. A chemical reaction will occur between the cutting tool and the titanium alloy under high temperature conditions, resulting in diffusion wear. The solution to this problem is to use special insert materials and corresponding geometries, such as a carbide matrix with a special coating, which can effectively resist the "welding" peeling effect of built-up edge.
Our country is going all out to develop low-cost titanium alloys, with the goal of reducing costs by 30 to 50 percent. Data from the China Titanium Industry Association in 2025 show that domestic titanium alloy production capacity has reached 120,000 tons, and the proportion in the civilian sector has increased from 15% in 2019 to 35%. In the next three years, it is expected to break through the bottleneck in processing, making titanium alloy a sharp tool in the manufacturing industry, and promoting the entire industry to develop in an upward direction.
After watching these techniques, are you also worried about the processing of titanium alloys? What specific problems have you encountered? Please leave a message in the comment area, like and share it so that more people in the same industry can see it. Let's overcome the processing problems together!










暂无评论内容