
building roof surface
Why batch riveting and welding of roof purlins and wall beams is so critical
In the roof systems of industrial plants and large buildings, secondary steel beams such as purlins and wall beams shoulder the important responsibility of supporting roof panels and transmitting loads. If the quality of their riveting and welding does not meet the requirements, it will not only cause deformation and leakage of the roof, but may even cause structural safety accidents. An industry statistics conducted in 2025 shows that approximately 30% of steel structure factory maintenance problems are caused by defects in the welding of secondary steel beams. Therefore, mastering the correct method of batch riveting and welding is directly related to the project progress and long-term use costs.
Material preparation and inspection before riveting welding
Specification confirmation of purlins and wall beams
Before starting batch riveting welding, you must carefully check the design drawings to understand the model, length and material of the purlins and wall beams. Common purlins include C-shaped steel and Z-shaped steel, and their specification error cannot exceed plus or minus 2 mm specified in the national standard GB/T 6725-2017. In June 2026, a steel structure factory in Shandong used C-shaped steel with a thickness that did not meet the standard, resulting in a large number of cracks during subsequent welding, and the loss caused by rework exceeded 150,000 yuan.
Welding consumables compliance
The electrodes or wires used during welding must also meet the design requirements. Q235 steel generally matches the E43 series electrodes. The drying record and shelf life of the welding rod must be checked on site. Welding rods that are damp must not be used. In addition, before welding, be sure to clean the oil and rust on the steel surface to ensure that the weld area is clean, otherwise pores and slag inclusions will easily occur.
Positioning and fixing methods for batch riveting welding
Tire frame positioning ensures precise dimensions

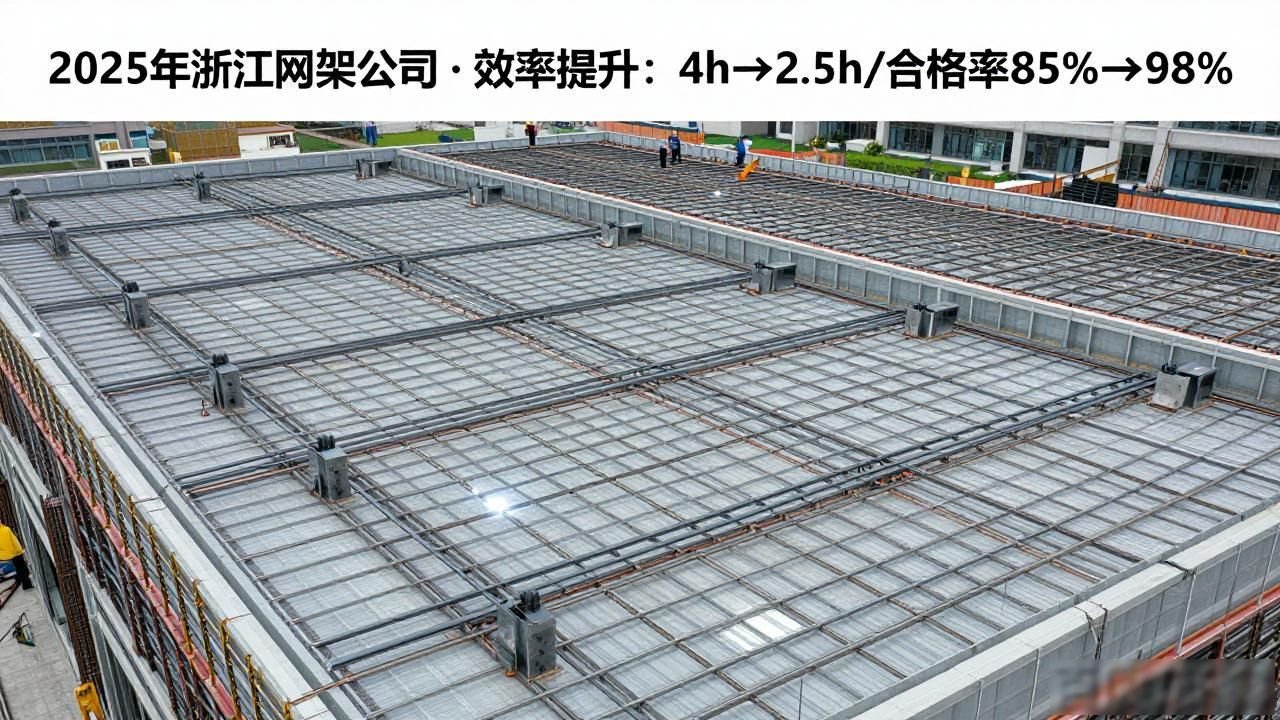
If you want to improve the efficiency of mass production, you have to make special tire frames to fix purlins and wall beams. The positioning blocks on the tire frame need to be accurately arranged according to the spacing on the drawing, and the error should be controlled within plus or minus one millimeter. In 2025, after a grid company in Zhejiang adopted tire frames, the time spent on welding 10 purlins was shortened from the original 4 hours to 2.5 hours, and the dimensional qualification rate increased from 85% to 98%.
Spot welding temporary fixing techniques
Before formal welding is carried out, spot welding is performed for temporary fixation. The length of spot welding is usually controlled at 10 to 15 mm, and the spacing between them shall not exceed 300 mm. The current during spot welding must be moderate to prevent burning through the steel. Remember, spot welding is only an auxiliary means and cannot be regarded as a stress weld. Full welding must be completed subsequently.
Welding process parameters and operating points
Matching of current voltage and welding speed
For common, 6 mm thick purlins, the recommended current for manual arc welding is between 160 and 200 amps, and the voltage is 22 and 26 volts. The welding speed should not be too fast, otherwise the penetration depth will be insufficient; nor should it be too slow, otherwise welding penetration will easily occur. During the actual operation, you can perform a trial welding first to check the shape and penetration of the weld before starting batch operations.
Multi-layer and multi-pass welding to prevent deformation
If the thickness of the purlin exceeds 8 mm, it is recommended to use multi-layer multi-pass welding, with the thickness of each weld pass controlled at 3 to 4 mm. In terms of welding sequence, welding should be carried out symmetrically from the middle to both ends as much as possible, in order to reduce distortion and deformation caused by thermal stress concentration. In March 2026, there was a factory project in Jiangsu. Due to single-pass welding, the bending of the purlins exceeded the tolerance by 8 mm, and in the end, cutting and re-welding could only be carried out.
Weld quality inspection and common defect treatment
Appearance inspection and non-destructive testing

After the welding is completed, you must first conduct an appearance inspection. The weld must not have defects such as cracks, undercuts, or lack of fusion. For important structures, ultrasonic or magnetic particle inspection is also required. According to the "Construction Quality Acceptance Code for Steel Structure Engineering" GB 50205-2020, the flaw detection ratio of secondary welds is not less than 20%.
On-site repair of blowholes and slag inclusions
If pores are found, they can be polished with a grinding wheel, and repair welding can be performed after removing the defects; when slag inclusion problems occur, impurities must be dug out and re-welded. Note that repair welding should not be performed more than twice, otherwise it will seriously affect the performance of the steel. After each repair welding is completed, inspection must be carried out again.
The connection between anti-corrosion and subsequent construction
Anti-corrosion treatment of weld areas
All welds after cooling must be treated immediately with anti-corrosion treatment, usually by applying anti-rust paint that matches the base material. The high temperature during welding will destroy the original coating, so the thickness of the re-coating cannot be less than 125 microns. Otherwise, the weld area may rust within half a year, thus affecting the service life.
Cooperation with roofing and drainage systems
After the riveting and welding is completed, the installation of the roof panels needs to be carried out immediately, and the connection status of the purlins and drainage gutters must be checked. Because there is an error in the purlin spacing, it will affect the fixation of the roof panels, so the dimensions must be strictly controlled during welding. If you notice a slight deformation of the purlins, you can use flame correction, but the temperature must not exceed 650°C, otherwise the strength of the steel will be reduced.
After reading this guide, which of the most troublesome riveting and welding problems have you encountered in actual projects? For example, deformation of the purlins or cracks in the welds? Welcome to share your experience in the comment area, like more peers and forward it, so that everyone can reduce detours together!








暂无评论内容