

研磨 tools

Core principles and equipment composition
Centerless grinding is an important method in the field of precision machining. It mainly relies on the three components of the grinding wheel, the guide wheel and the supporting plate to work together. The workpiece does not require center positioning, but is placed directly between the grinding wheel and the guide wheel, supported by the supporting plate below. This structure greatly simplifies the clamping process and is suitable for mass production scenarios. For example, in a bearing factory in Taizhou, Zhejiang, A centerless grinding production line can process 8,000 pieces of needle roller bearing outer rings every day.
The guide wheel is responsible for driving the workpiece to rotate, and its speed is often much slower than the grinding wheel. The grinding wheel is responsible for removing material, and the general speed is above 1500 revolutions per minute. This speed difference ensures grinding efficiency and surface quality. The operator can switch between different processing methods by adjusting the inclination of the guide wheel.
Through grinding application scenarios
When the axis of the guide wheel forms an angle of 1° to 6° with the axis of the grinding wheel, the workpiece will automatically feed in the axial direction while rotating. This through-grinding method is most suitable for grinding cylindrical outer surfaces, such as the journal part of automobile transmission shafts. Actual measurement data from an auto parts factory in Guangdong in 2025 showed that after through-grinding was adopted, the processing time of a single piece was reduced from 45 seconds to 22 seconds.
Continuous feeding constitutes the advantage of through grinding, and it is suitable for batch processing of long-axis workpieces. However, its limitations are significant and it can only handle simple cylindrical scenes. Once the workpiece has steps or tapers, other grinding methods need to be replaced. The operator must accurately control the feed speed, otherwise it is easy to cause dimensional deviations.
Characteristics of plunge grinding technology
In plunge grinding, the axis of the guide wheel and the grinding wheel is required to be parallel. The support plate is responsible for fixing the workpiece. The workpiece is fixed and will not move. The grinding process is performed by the grinding wheel during the transverse feed movement to the workpiece, and the processing can be completed after one plunge. There is a mold factory in Suzhou that uses this method when processing the inner ring groove of precision bearings, and its processing accuracy can reach within 0.005 mm.
It can process plunge grinding of various formed surfaces, such as spherical surfaces, conical surfaces or step surfaces. During the operation, pay attention to the grinding wheel dressing frequency. This is because the wear of the formed grinding wheel will affect the machining accuracy of the grinding process . The current CNC centerless grinder can automatically compensate for the grinding wheel wear, so that manual intervention can be reduced. When processing carbide workpieces, the feed amount needs to be controlled within 0.02 mm.
Centerless internal grinding process
Unintentional internal circle grinding is mainly dedicated to solving the problem of concentricity of the inner and outer circles. During processing, the outer circle of the workpiece is supported on the roller or V-shaped block, which is used as a reference for positioning. The electromagnetic suction ring in the eccentric state causes the workpiece to rotate, and the grinding wheel goes deep into the hole to grind the surface of the inner circle. In this test conducted by the Luoyang Bearing Research Institute, this process can control the coaxiality of the inner and outer circles within 0.003 mm.
When the grinding wheel is used for internal grinding, there are strict requirements on its diameter and length. The diameter of the grinding wheel is generally 60 to 80 percent of the hole diameter, and the length will not exceed 1.5 times the hole diameter. The coolant must be fully supplied, otherwise it will easily burn the inner wall. Currently, high-end equipment is equipped with an online detection system that can monitor changes in grinding force and temperature in real time.
Grinding parameters and workpiece quality
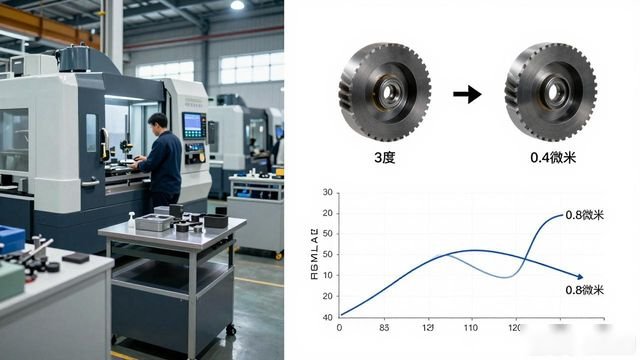
The inclination angle of the guide wheel has a direct impact on the feed speed. The larger the angle, the faster the feed speed. However, the surface roughness will become worse. In a comparative experiment conducted by a Shanghai machine tool factory, at an inclination angle of 3 degrees, the surface roughness Ra was 0.4 microns, and at an inclination angle of 6 degrees, Ra reached 0.8 microns. The grinding depth is generally controlled between 0.01 and 0.03 mm.
Also critical is the angle and position of the pallet. The inclination angle of the pallet is generally in the range of 20 degrees to 30 degrees. The height difference must be ensured that the center of the workpiece is greater than the line connecting the center of the grinding wheel and the guide wheel. If the position deviation of the pallet exceeds 0.1 mm, the roundness of the workpiece will significantly deteriorate. The operator must calibrate the position of the pallet every day before starting the machine.
Processing efficiency and cost control
The ability to achieve high efficiency is the most prominent advantage of centerless grinding. Compared with cylindrical grinding machines, the processing time of a single piece is shortened by 40% to 60%. In the bearing industry cluster in Wuxi, Jiangsu, a centerless grinder can produce more than 3,000 pieces per day. However, the initial investment in equipment costs a lot, with high-end CNC centerless grinders priced between 600,000 yuan and 1.2 million yuan.
The grinding wheel needs to be dressed once every 2,000 pieces are ground, and each dressing consumes approximately 0.1 mm of grinding wheel thickness. The maintenance cost mainly comes from this, as well as the regular dressing of the guide wheel. The replacement cycle of the guide wheel is longer, usually every 3 months. Reasonable planning of grinding parameters can extend the service life of the grinding wheel, thereby reducing the cost of single-piece processing.
Regarding the grinding tools in your factory, what common problems have you encountered in unintentional grinding? You are welcome to share your experience in the comment area. If you find it useful, please like it and forward it to colleagues in need.









暂无评论内容