

Surface treatment of welding nuts: improving welding quality and appearance
If the surface treatment of the welding nut is not done well, pores and cracks will easily appear during welding, and the appearance of the product will quickly rust and become ugly. In machinery manufacturing and automobile production, this process directly determines the service life of the final product and customer satisfaction. Today we are going to talk in detail about the five key technologies for surface treatment of welding nuts.
Oil and rust removal is the basic threshold
Welding nuts will be contaminated with a lot of cutting oil and lubricants during the production process . Does the surface of the wear-resistant steel plate rivet weldment need to be treated? Statistics from a domestic auto parts factory in 2025 show that the welding pass rate of nuts without oil removal treatment is only 67%. Chemical cleaning agents combined with ultrasonic equipment are currently the most commonly used method, which can completely remove oil stains within 5 minutes.
Physical rust removal methods are also important. Sandblasting can remove the oxide scale and rust on the surface of the welding nut. The surface roughness after sandblasting reaches Ra2.5 to 3.5 microns. This value is just in line with the subsequent welding process. After a construction machinery company used sandblasting, welding spatter was reduced by more than 40%.
Phosphating treatment improves welding adhesion

Using phosphating treatment, a phosphate film can be formed on the surface of the welding nut through a chemical reaction. The best effect is when the film weight is controlled between 1.5 and 3.5 grams per square meter. This film is not a simple coating, but integrated with the base metal. Laboratory tests conducted in March 2026 showed that the pull-out force of the welding nut after phosphating treatment was increased by 28%.
During welding, the appearance of pores and cracks is often related to the surface condition . Whether the surface of the wear-resistant steel plate rivet weldment needs to be treated . The phosphating film can decompose during high-temperature welding, and the gas released can protect the molten pool from oxidation. Data from a domestic heavy truck manufacturer shows that using phosphated welding nuts, the pass rate of weld flaw detection has increased from 82% to 96%.
The galvanizing process takes into account both anti-corrosion and aesthetics
Normally, the thickness of the zinc layer formed by hot-dip galvanizing is between 45 and 85 microns. This zinc layer thickness is suitable for surface treatment of outdoor bridges and building steel structures using welding nuts: to improve the welding quality and appearance, when welding this zinc layer with a certain thickness, you need to pay attention to ventilation. This is because zinc vapor will have a certain impact on the human body, so high-speed rail projects in coastal areas clearly require the use of hot-dip galvanized welding nuts.
What electro-galvanizing pursues is surface finish and dimensional accuracy. The thickness of the zinc layer is controlled at 8 to 12 microns. Home appliances and precision instruments are more inclined to this process. This is because the uniform coating will not affect the thread fit. The practice of a precision machinery factory in Suzhou shows that the surface gloss of electro-galvanized nuts can reach 80% of the mirror effect.
Passivation treatment enhances anti-corrosion performance
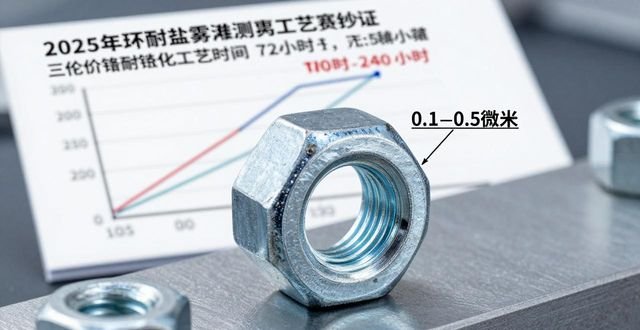
The operation of forming a dense chromate or trivalent chromium conversion film on the surface of the galvanized layer is passivation treatment. The thickness of this film is only 0.1 – 0.5 microns. Does the surface of the wear-resistant steel plate rivet weldment need to be treated ? However, it can extend the salt spray resistance test time from 72 hours to 240 hours. The new environmental protection standards implemented at the end of 2025 have required the full use of trivalent chromium passivation process.
The surface of the welding nut will appear uniformly iridescent or silvery white after passivation treatment. Such a change in appearance is not only aesthetically pleasing, but more importantly, it shows that an effective protective film has been formed. The welding nuts on the car chassis are required to be passivated because they need to deal with the corrosion of snowmelt salt in winter.
Spray paint and powder coating provide colorful protection
The thickness of the powder coating is controlled between 60 and 120 microns. After electrostatic spraying, it is cured at a high temperature of 200 degrees for 20 minutes. The hardness of this coating reaches H level and can resist sand and stone impact and chemical corrosion. Welding nuts on agricultural machinery and equipment are mostly made of black or yellow powder coating.
For the production model of small batches and multiple varieties, the spray painting process is applicable. Acrylic resin paint and epoxy resin paint are the two most commonly used ones. The color can be customized according to customer requirements, whether it is ordinary black or bright red. An electric vehicle company has requested that the welding nuts be sprayed with the same color as the car body. After the hood of the entire vehicle is opened, the overall visual effect will be better.
After seeing these five surface treatment technologies, which one do you think should be the first to choose for your own products? Welcome to share your experiences and insights in the comment area, and like it so that more peers can see these practical technologies.









暂无评论内容