
Causes and control methods of welding deformation of large structural parts of engineering machinery
Three main types of welding distortion
Deformations that occur when welding large structural parts mainly include shrinkage deformation, bending deformation and twisting deformation. Shrinking deformation is common in places with dense welds. For example, the SD32 bulldozer frame is composed of 46 parts. Due to the concentration of welds, the longitudinal and transverse dimensions of the steel plate are shortened after cooling. Bending deformation occurs in components with asymmetrical structures. After welding, one side shrinks more than the other side, resulting in overall bending. Twist deformation mostly occurs in long structures such as box beams and I-beams. Improper weld position and sequence can cause spiral twisting.
Once these deformations exceed the allowed range, subsequent processing will be impossible. For example, the end face of the carriage frame or the position of the pin hole may be offset, resulting in insufficient machining allowance, or even the entire piece being scrapped. Therefore, prevention must be carried out from the design stage.
Anti-deformation foreshadowing is laid in the design stage
To control welding deformation, we must first start with design. When designing the structure, the welds should be distributed as symmetrically as possible to reduce the stress imbalance caused by concentrated heating on one side. For large crane structural parts, segmented design and anti-deformation allowance can be used to determine the amount of shrinkage in advance.
In addition, it is also very important to choose a reasonable plate thickness combination. Try to avoid welding when the gap between thick and thin plates is too large, otherwise it will cause serious angular deformation. If there is no way to change the symmetry in the design, you have to consider adding craft stiffeners or temporary supports to strengthen the structural rigidity.

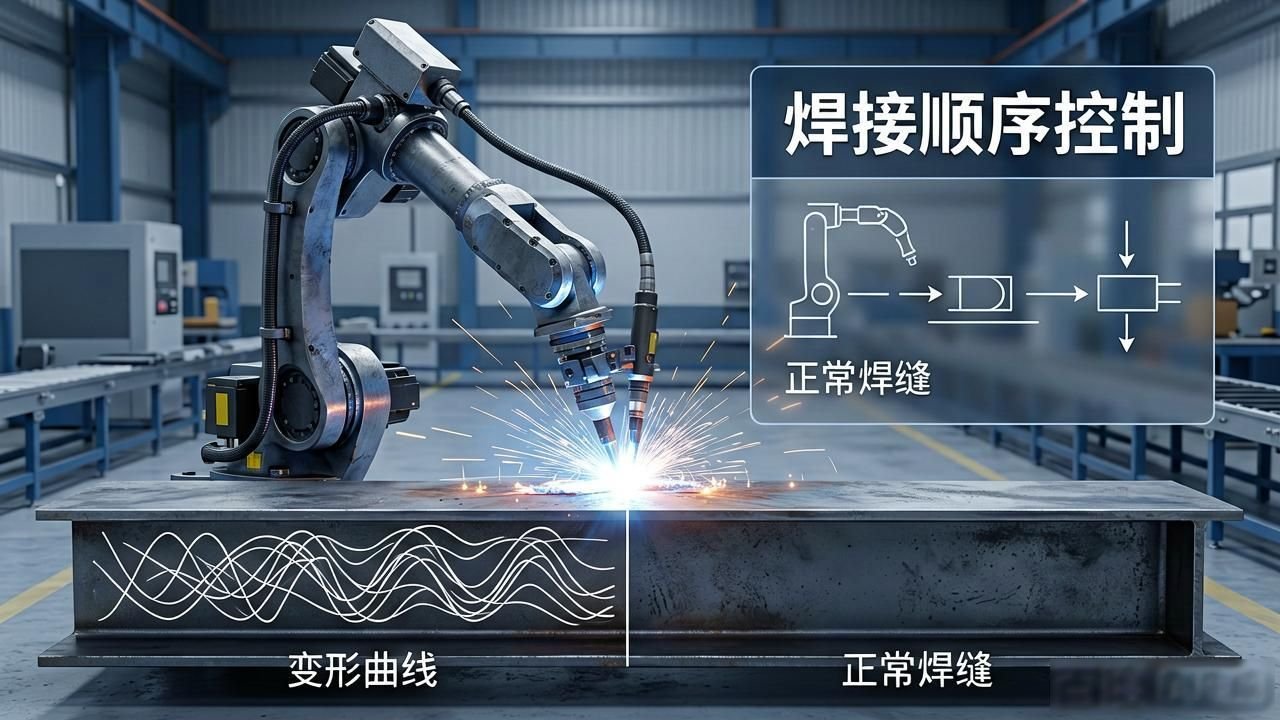
Welding sequence is the core control method
The stress accumulation and deformation direction will be directly affected by the welding sequence. For large structural parts, the principle of "from the middle to both sides, and from the inside to the outside" should be followed so that the stress can be released evenly, just like how to control the welding deformation of large crane structural riveting when welding the frame of a crane. The weld seam in the center is welded first, and then gradually expanded toward both ends.
For complex structures, the segmented jump welding method or the back-welding method can be used to avoid local heat concentration. Each weld seam is cooled and then welded to the next one, so that the deformation is gradually released within a controllable range. In actual operations, 3 to 4 welders working together to weld symmetrical positions will have better results.
Preheating and slow cooling reduce stress peaks
The thickness of steel for large structural parts is relatively large. When welding, the temperature gradient is quite obvious and it is easy to generate high stress. Heating in advance can slow down the cooling rate and reduce the peak stress. Under normal circumstances , how to control the welding deformation of riveting welding of large crane structures ? For steel plates with a thickness exceeding 30mm, the preheating temperature needs to be controlled within the range of 80°C to 150°C.
Immediately after welding, carry out thermal insulation and slow cooling operations. Use asbestos cloth or heating equipment to cover the area where the weld is located so that the temperature can slowly drop. This can significantly reduce the hardened structure and residual stress, thereby reducing the degree of deformation. For high-strength steel welding, this step is particularly critical.
Mechanical correction and flame correction are the last remedies
If the deformation still exceeds the standard range after welding, mechanical correction or flame correction can be used. Mechanical correction is applied to that kind of bending deformation by using a press or jack to apply pressure to the deformed part, thereby causing it to deform in the opposite direction. Just like when the main beam of the crane bends, it can be jacked up at the mid-span position.
Flame correction is based on the principle of local heating followed by cooling and shrinkage to adjust the deformation. The heating point is selected on the convex side of the deformation, and the oxyacetylene flame is used to heat to 600°C to 800°C, and then cooled naturally. However, care must be taken to control the heating depth and range to prevent new deformation.
Application of fixtures and rigid fixation methods
Using special welding tooling to fix large structural parts is a very common method in industry. The tooling can limit the free movement of parts during welding. How to control the welding deformation of large crane structural riveting and then control the deformation. For example, when welding a crane turntable, the clamp body is used to pass through the fixed flange and rib plate before welding.
Rigid fixing method used for plate butt welding. The cause and control method of welding deformation of large structural parts of engineering machinery is to weld angle steel or channel steel on both sides of the weld to increase local rigidity. After welding, these temporary reinforcements are removed, which can effectively control angular deformation and wave deformation. However, it should be noted that rigid fixing will increase the welding residual stress, which must be released with heat treatment.
When your company is controlling the welding deformation of large structural parts, what type of deformation is the most difficult to deal with? Please share your experience in the comment area, like and bookmark this article so that you can refer to it at any time.









暂无评论内容