
"Basic Course Design of Mechanical Manufacturing Technology" Premium PPT

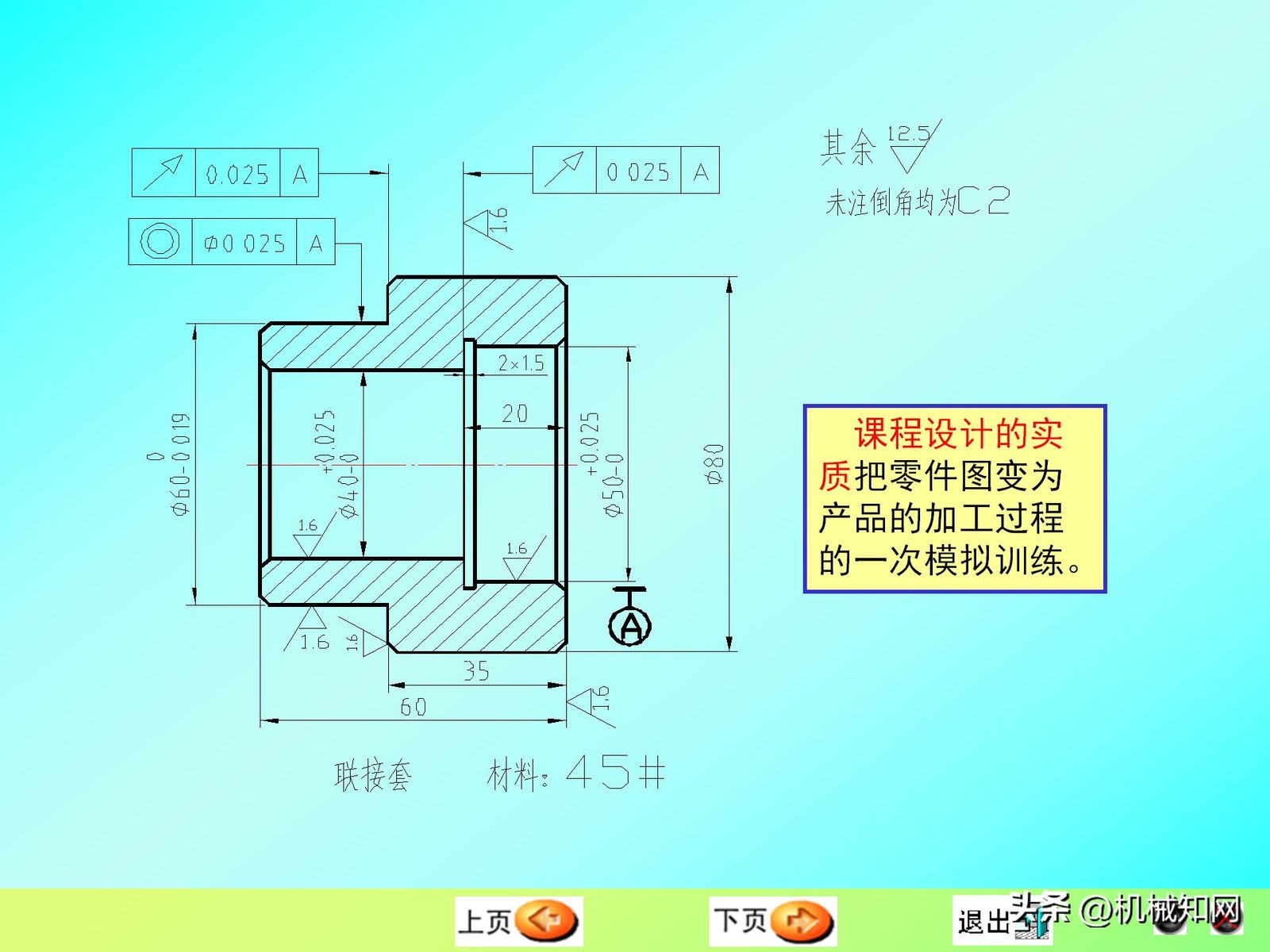
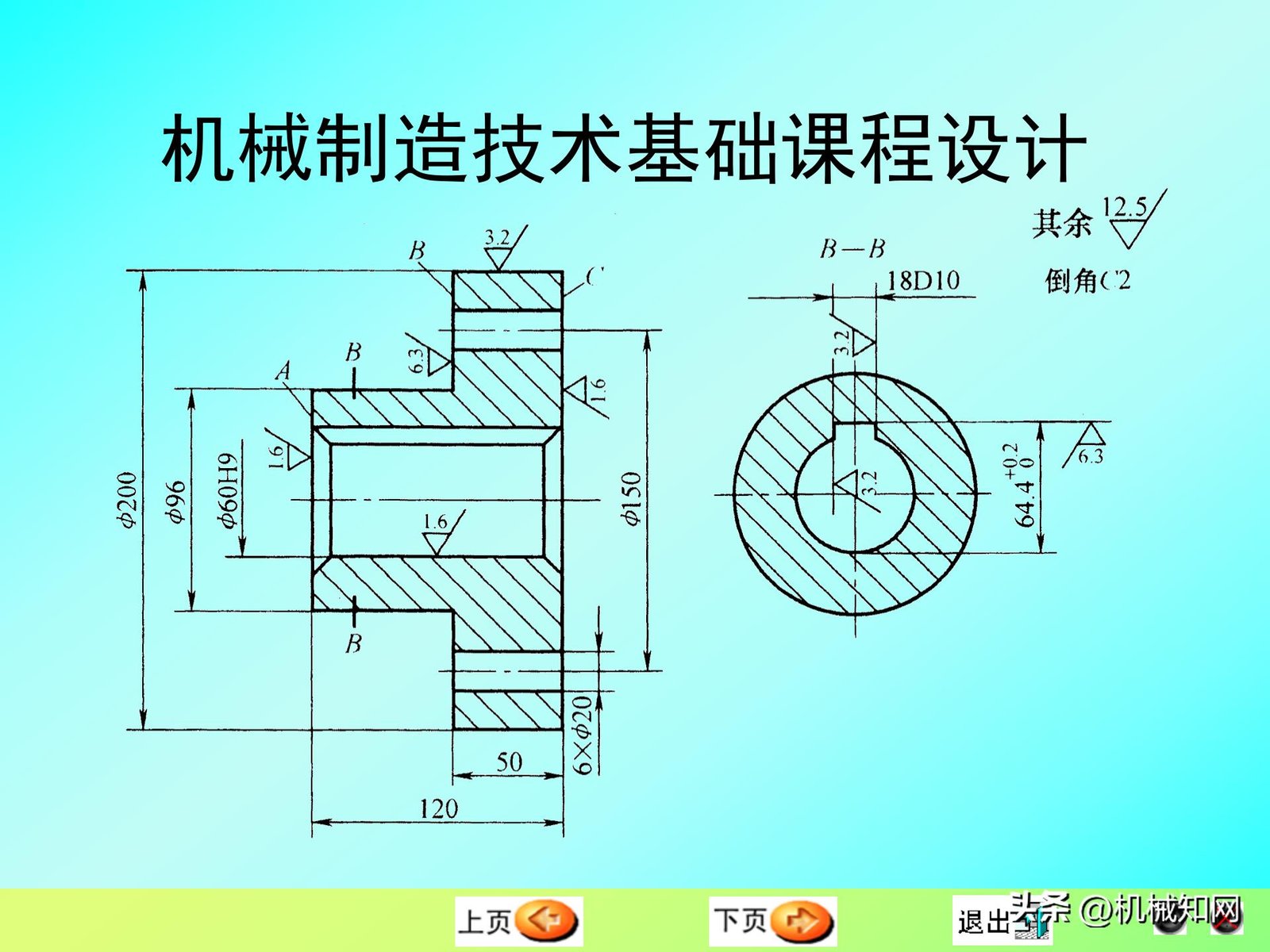
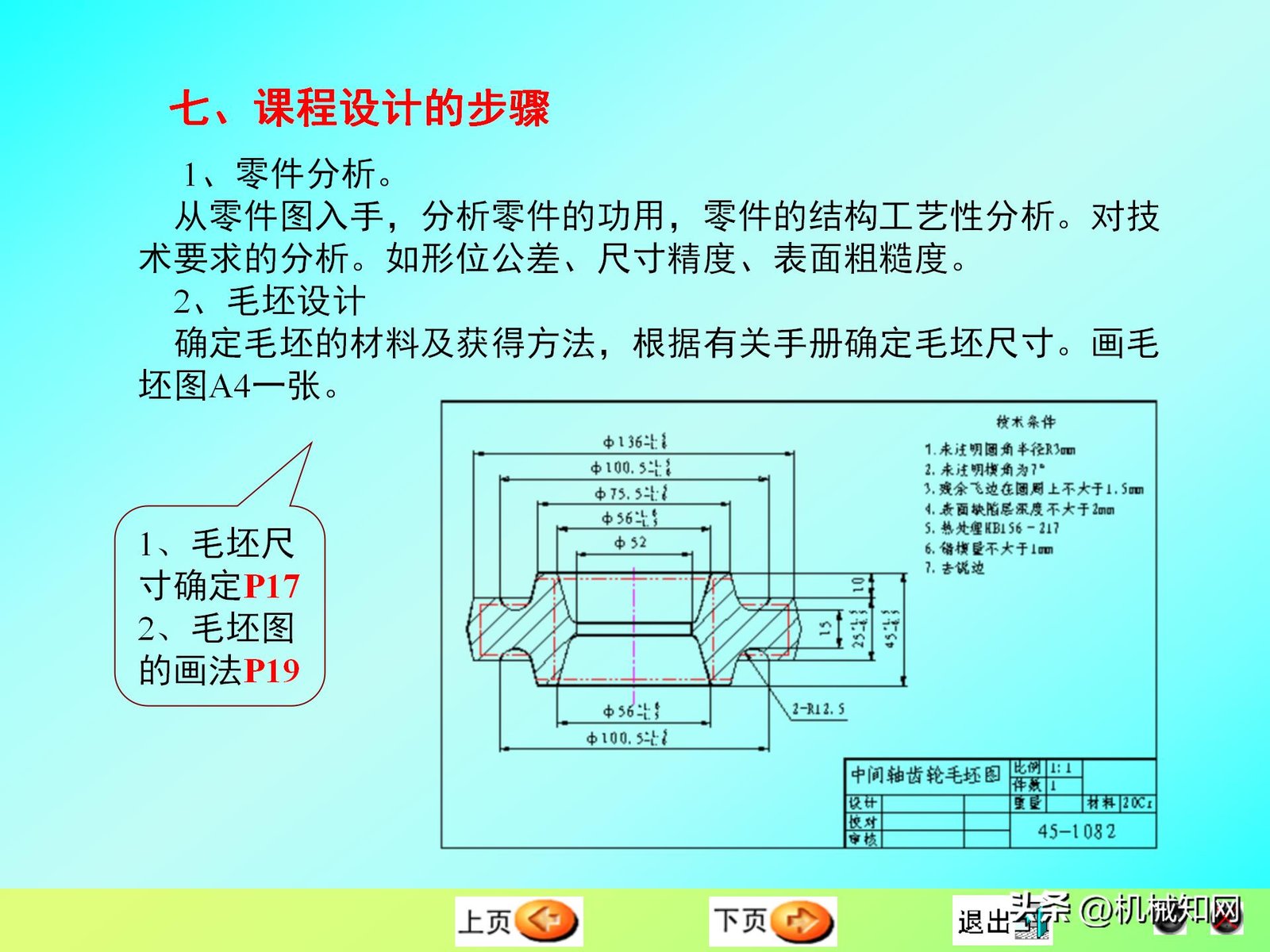
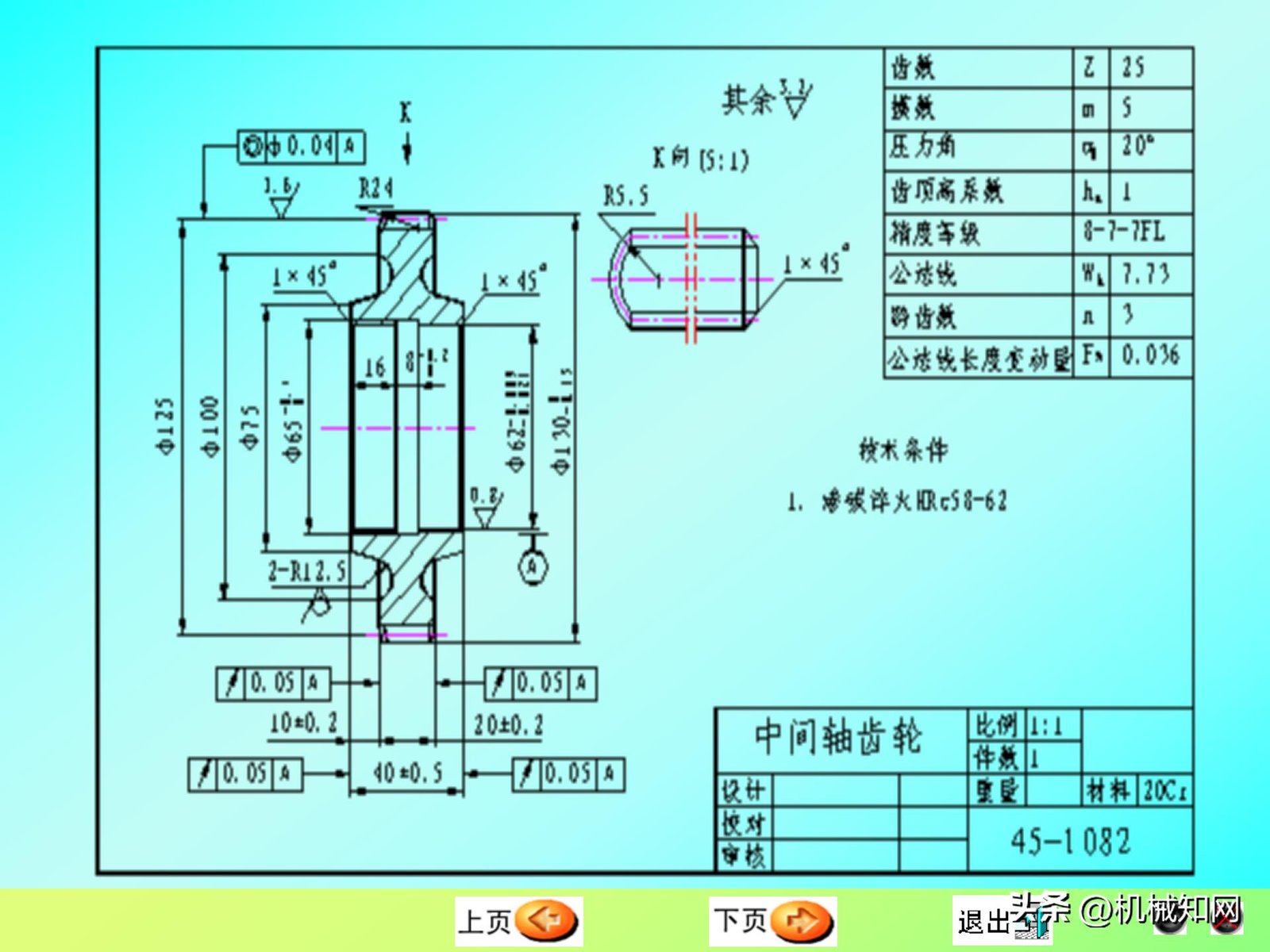
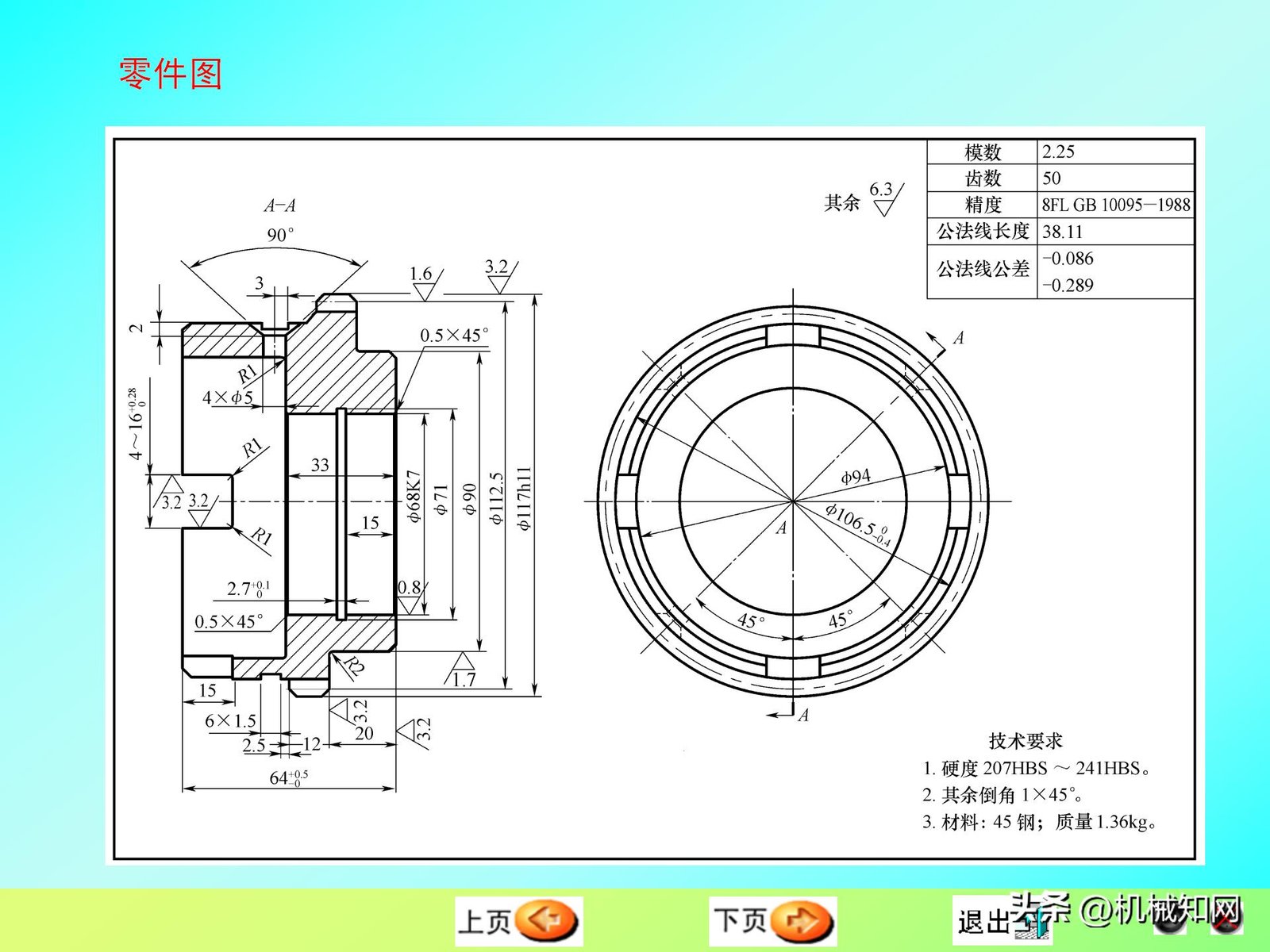
Understanding parts drawings in the early stage of design is the first step to grasp accuracy and efficiency.
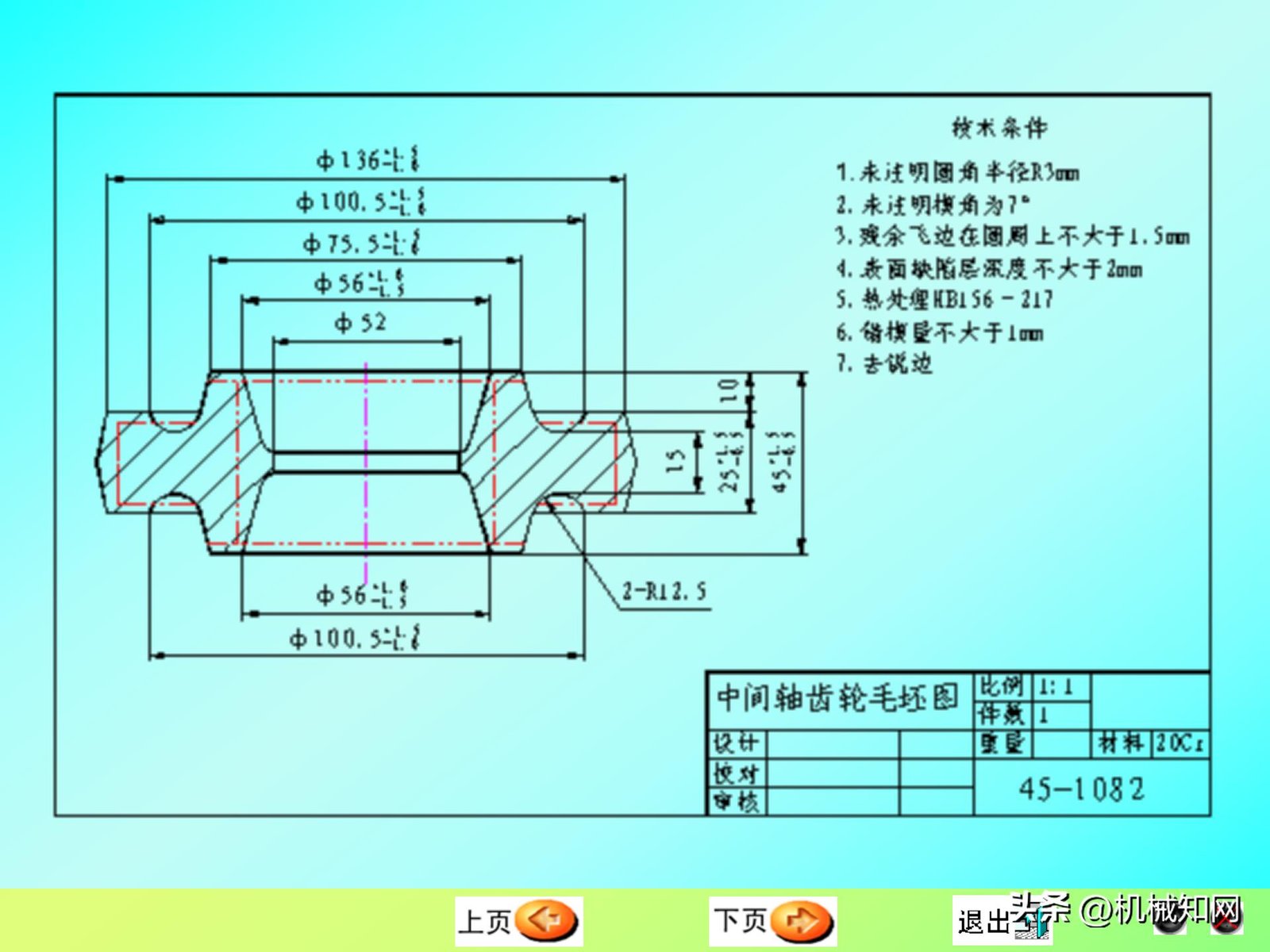
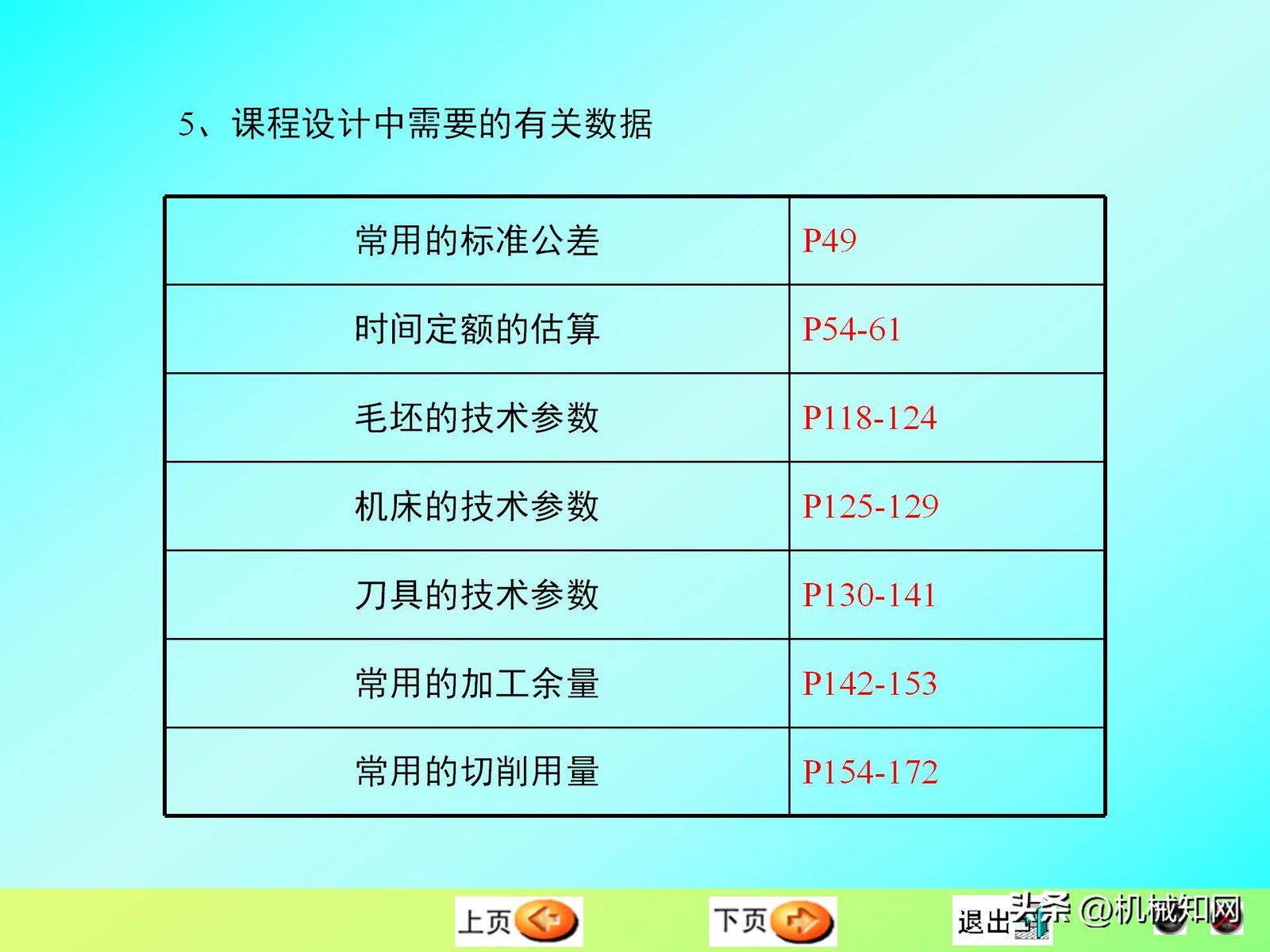
The basic basis of the design is the parts drawing, which needs to be disassembled from the three dimensions of shape, accuracy, and material. Take a stepped shaft as an example. First of all, it must be determined that its structure belongs to a shaft type part. The key surfaces are the bearing position and the shoulder end surface, while the non-critical surface is the intermediate transition section. Accuracy analysis is more central in this aspect. Dimensional tolerance level IT7 generally corresponds to grinding processing. Circular runout and coaxiality are easily confused in geometric tolerances. Circular runout refers to single-section runout, and coaxiality refers to the overall axis deflection. There is a huge difference between the two during inspection. Surface roughness Ra1.6μm can only be achieved by grinding, while turning Ra12.5μm is sufficient. The same cannot be omitted when conducting material analysis. Quenching and tempering treatment of 45 steel can improve the overall performance, while HT200 cast iron is more brittle, so the cutting speed must be lowered, otherwise chipping will easily occur.
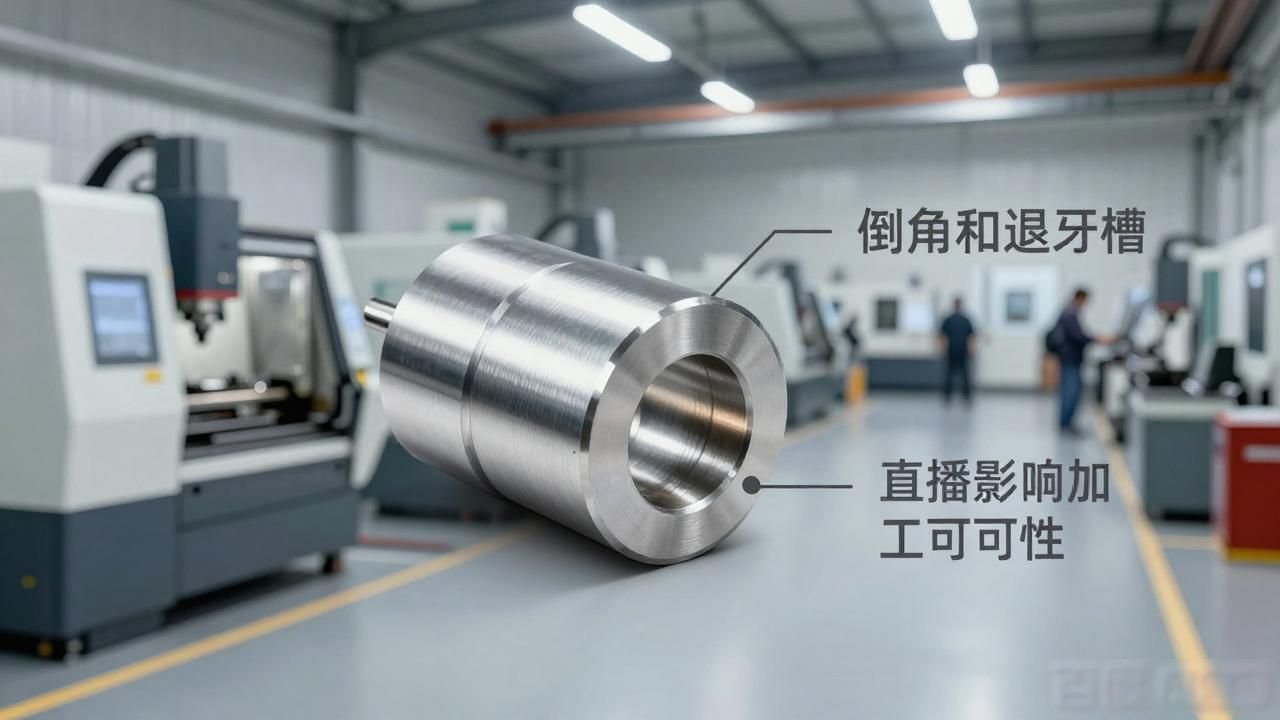
Don’t underestimate the details of chamfers and undercuts, they directly affect the feasibility of processing.
It is very important to judge the structural craftsmanship. For example, when the overhang length of the deep hole processing tool is long, it is prone to deflection, and thin-walled parts will have a greater degree of deformation when clamped. The chamfering operation can facilitate assembly, and the setting of the undercut can leave corresponding space for the grinding wheel. It is often seen that these contents are not marked on the actual drawings. At this time, you should take the initiative to supplement them. In 2025, when I was working on the design of a certain model of reducer box, it was precisely because of the omission of the undercut groove that the grinding wheel hit the step during the grinding process, resulting in the scrapping of two blanks and a huge cost loss. Therefore, spending half an hour in the early stage to review the details of the drawings can save a day of rework later.

The preparation of process routes must follow the two principles of separation of rough and fine and benchmark first.
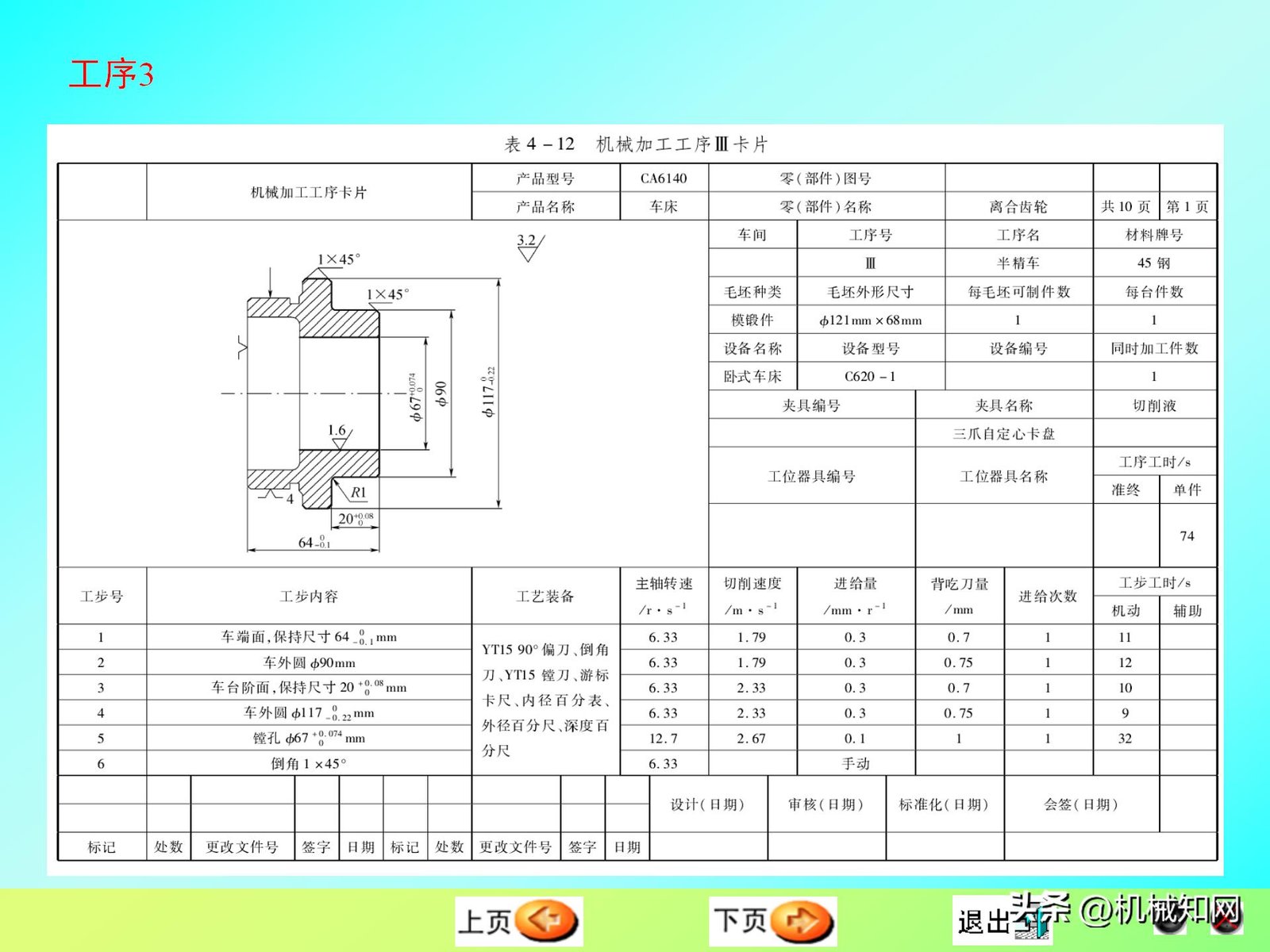
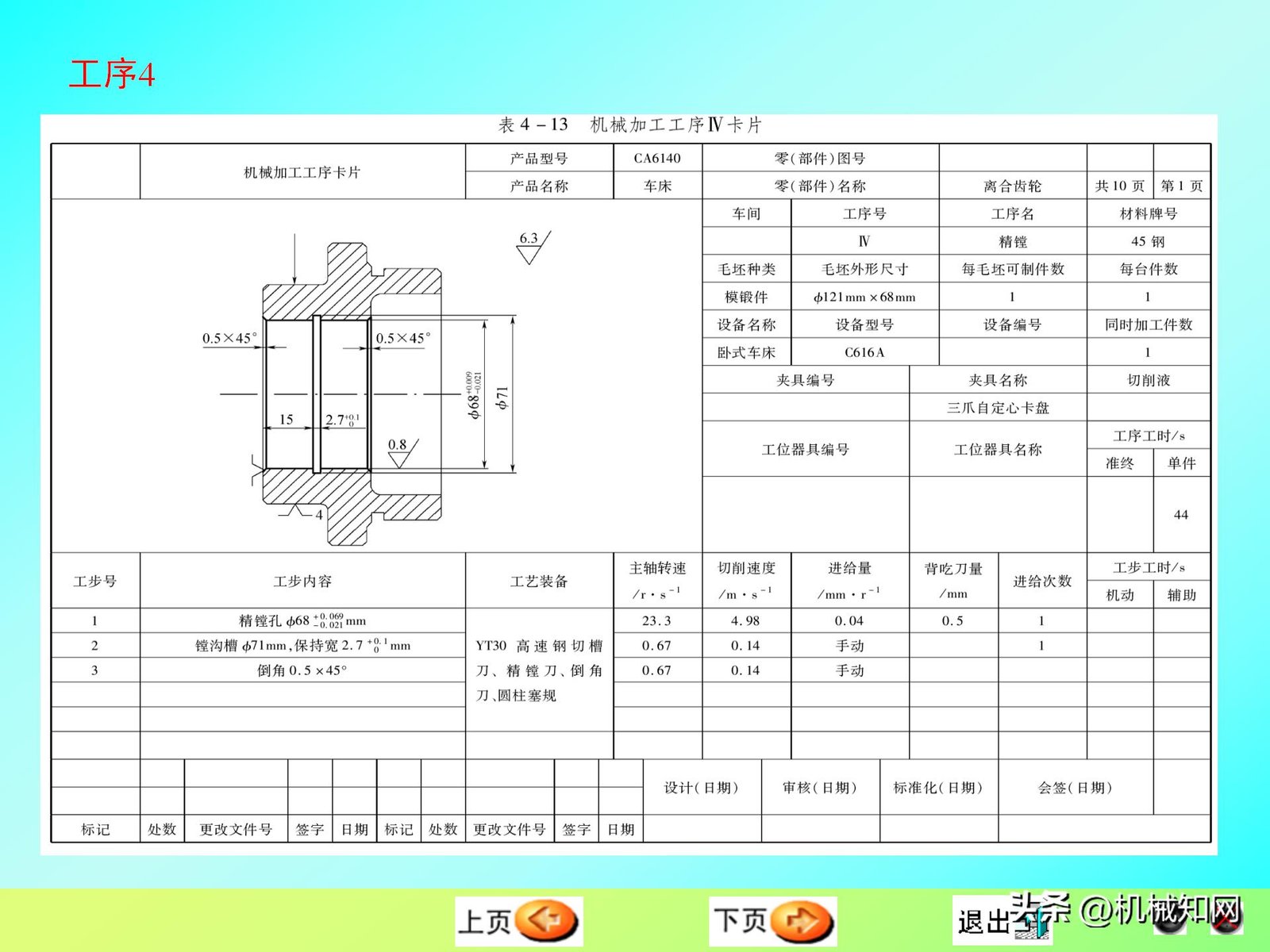
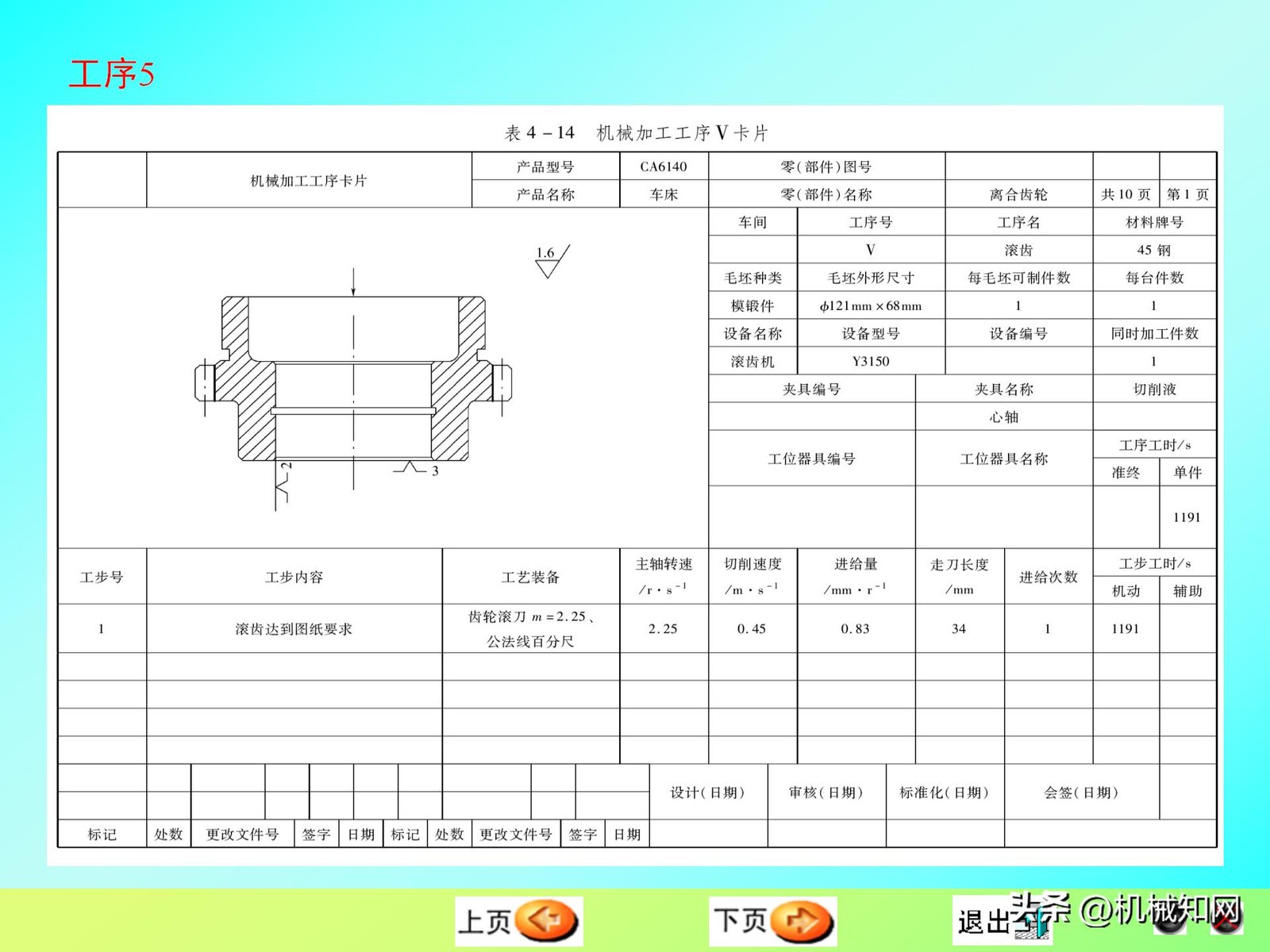
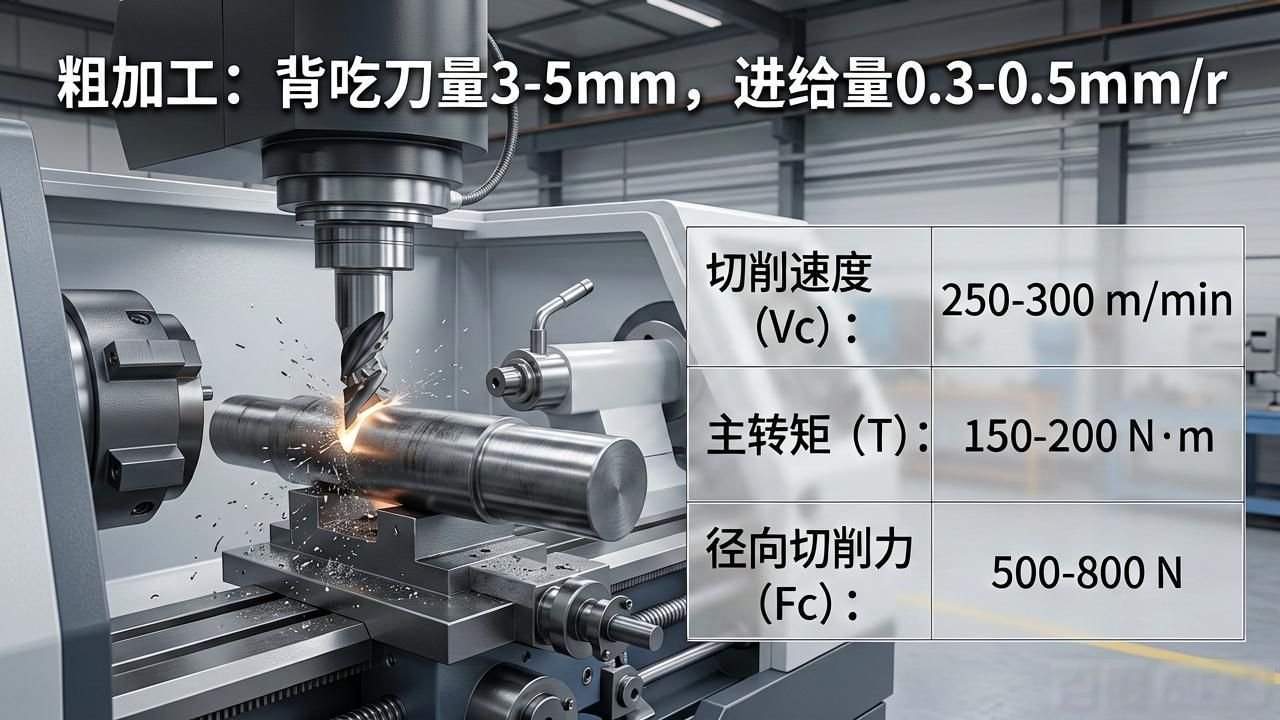
Rapid removal of allowances is the goal in the roughing stage, and high rigidity machine tools and large cutting quantities should be selected. For example, when performing rough turning on a 45 steel stepped shaft, the back cutting amount can reach 3 to 5 mm, and the feed rate is 0.3 to 0.5 mm per revolution. The function of semi-finishing is to refine the shape and leave a margin of 0.5 to 2 mm for finishing. Finishing requires strict control of cutting parameters. During grinding, the cutting speed is 30 to 35 meters per second, and the feed rate is 0.01 to 0.03 mm per revolution to ensure dimensional and surface quality. The selection of the datum has a global impact. The rough datum should choose an unprocessed surface, and the largest plane like a box can ensure a uniform margin. The fine datum must follow the principles of datum coincidence and datum unification. Shaft parts are processed with a center hole penetration. From the rough turning process to the grinding process, the same datum is used for positioning.
Take the stepped shaft as an example to describe the process route in detail. There is a big difference between single piece small batch and mass production.
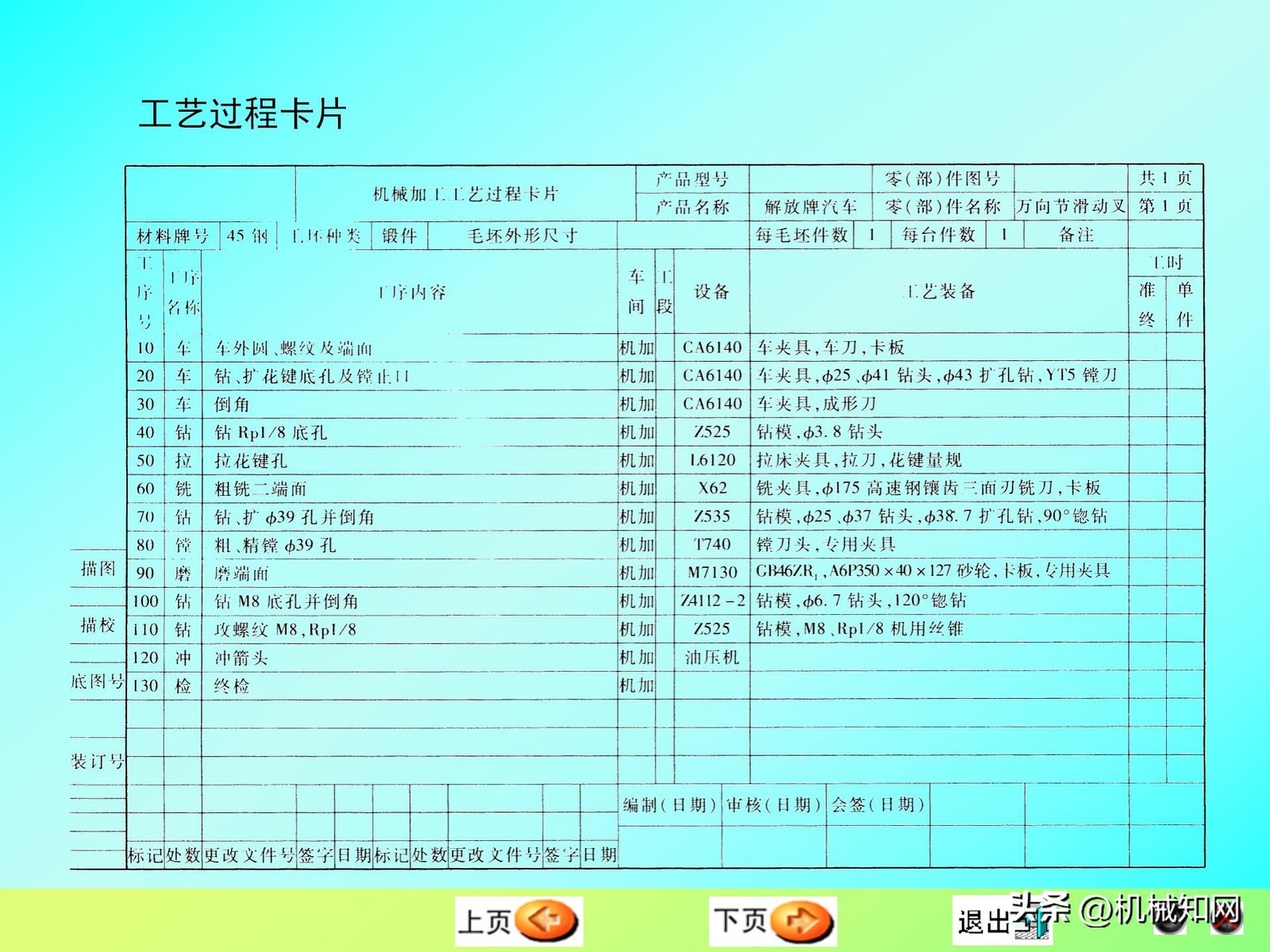
First, the material is blanked, then forged, then normalized, then the center hole is drilled on the end face, and each outer circle is rough turned, then each outer circle is semi-finished, then each outer circle is ground, then deburred, and finally inspected. In this sequence, the position of heat treatment is very particular. Normalizing is used to improve cutting performance and is placed before rough turning. Quenching and tempering treatment is to improve comprehensive mechanical properties. It is arranged after rough turning and before semi-finishing turning to eliminate internal stress. For single-piece small batch production, the process can be centralized on the same lathe. However, for mass production, the process must be dispersed, such as rough turning on one machine tool and semi-finishing turning on another, which will be more efficient. In 2024, I distinguished rough grinding and fine grinding during the process operation of a specific hydraulic cylinder piston rod. The rough grinding process used a corundum grinding wheel, and the fine grinding process used a CBN grinding wheel. The final accuracy was stable at IT6 level.
The process design should clearly define the equipment, tools and cutting amount. The core of the fixture design is reliable positioning and clamping.
The selection of precision machine tools must completely match the accuracy. For processes such as finishing turning, you need to choose a CNC lathe with a repeatability of 0.01mm. For grinding technology, you need to use a cylindrical grinder with a roundness of 0.005mm. The selection of tool materials is based on the specific conditions of the workpiece. High-speed steel is more suitable for low-speed finishing because of its good toughness. Carbide is suitable for high-speed roughing because of its high wear resistance. The cutting amount must be determined with the help of a formula or by looking up a table. For example, during grinding, the grinding depth is 0.01 – 0.02mm, and the workpiece speed is 100 – 200r/min. A comprehensive consideration must be given to efficiency and the service life of the grinding wheel. When designing special fixtures, accurate positioning is a prerequisite. For shafts, V-shaped blocks are commonly used to achieve positioning, while for flat surfaces, support plates are used for positioning. During positioning, the error must be strictly controlled within one-third of the process tolerance. When selecting a clamping mechanism, give priority to the inclined wedge or spiral force-increasing mechanism to ensure that the direction of the clamping force points to the main positioning surface to avoid deformation of the workpiece. When the fixture is connected to the machine tool, positioning keys are relied on to ensure the coaxiality of the two. After a fixture assembly in 2023, it was found through tool setting that the gap between the positioning keys was 0.1mm. After re-grinding, the machining pass rate increased from 85% to 98%.
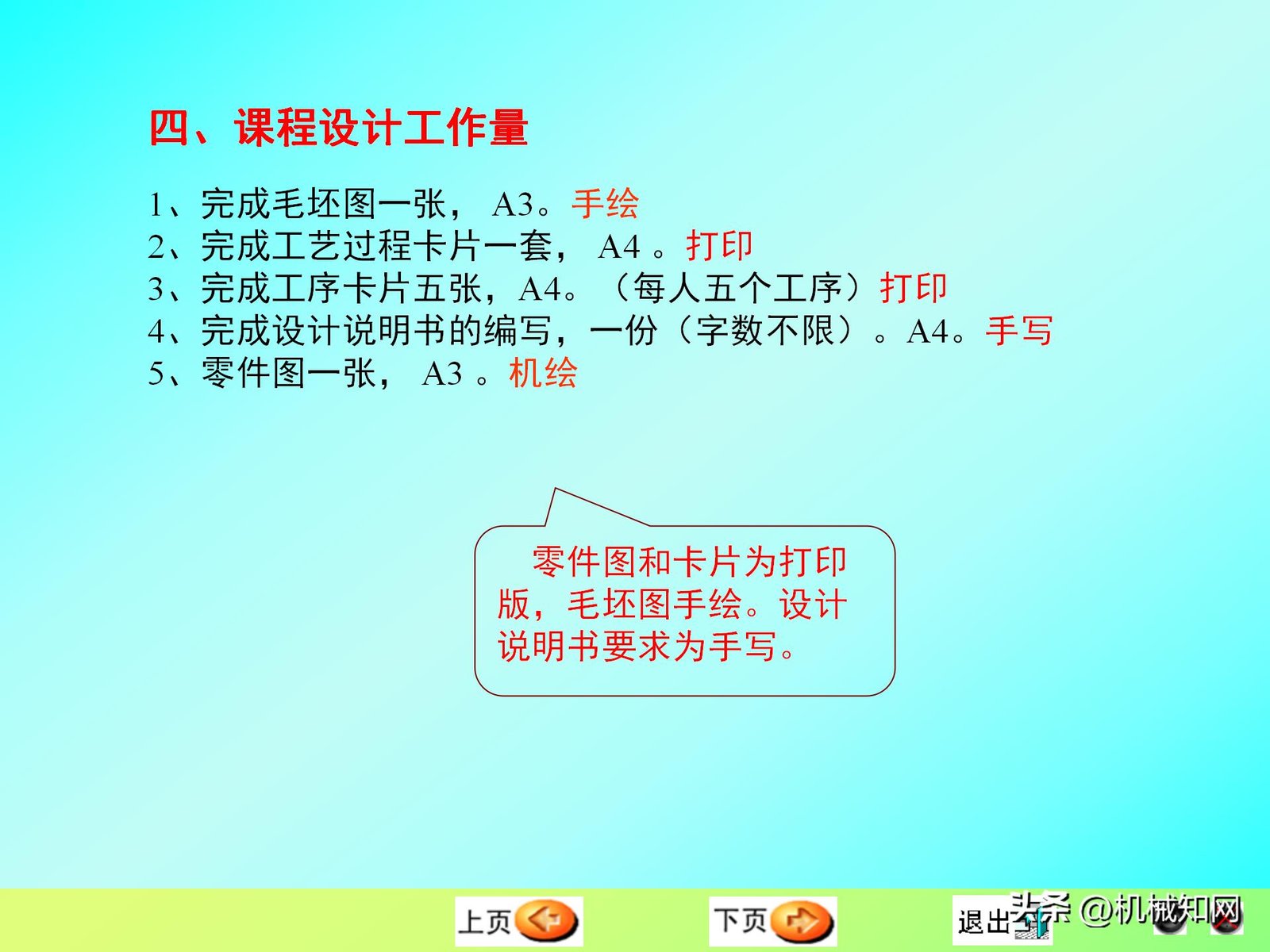
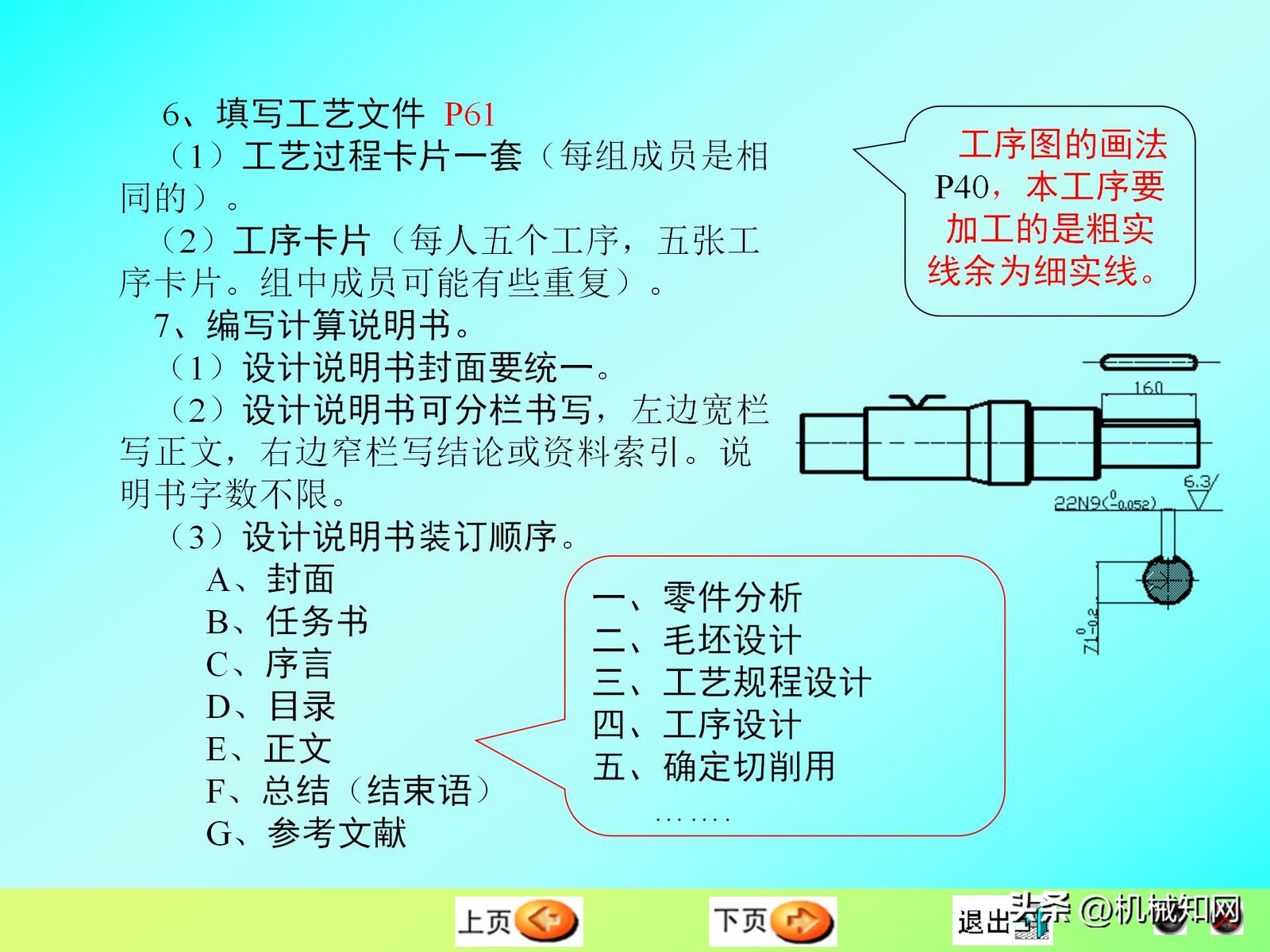
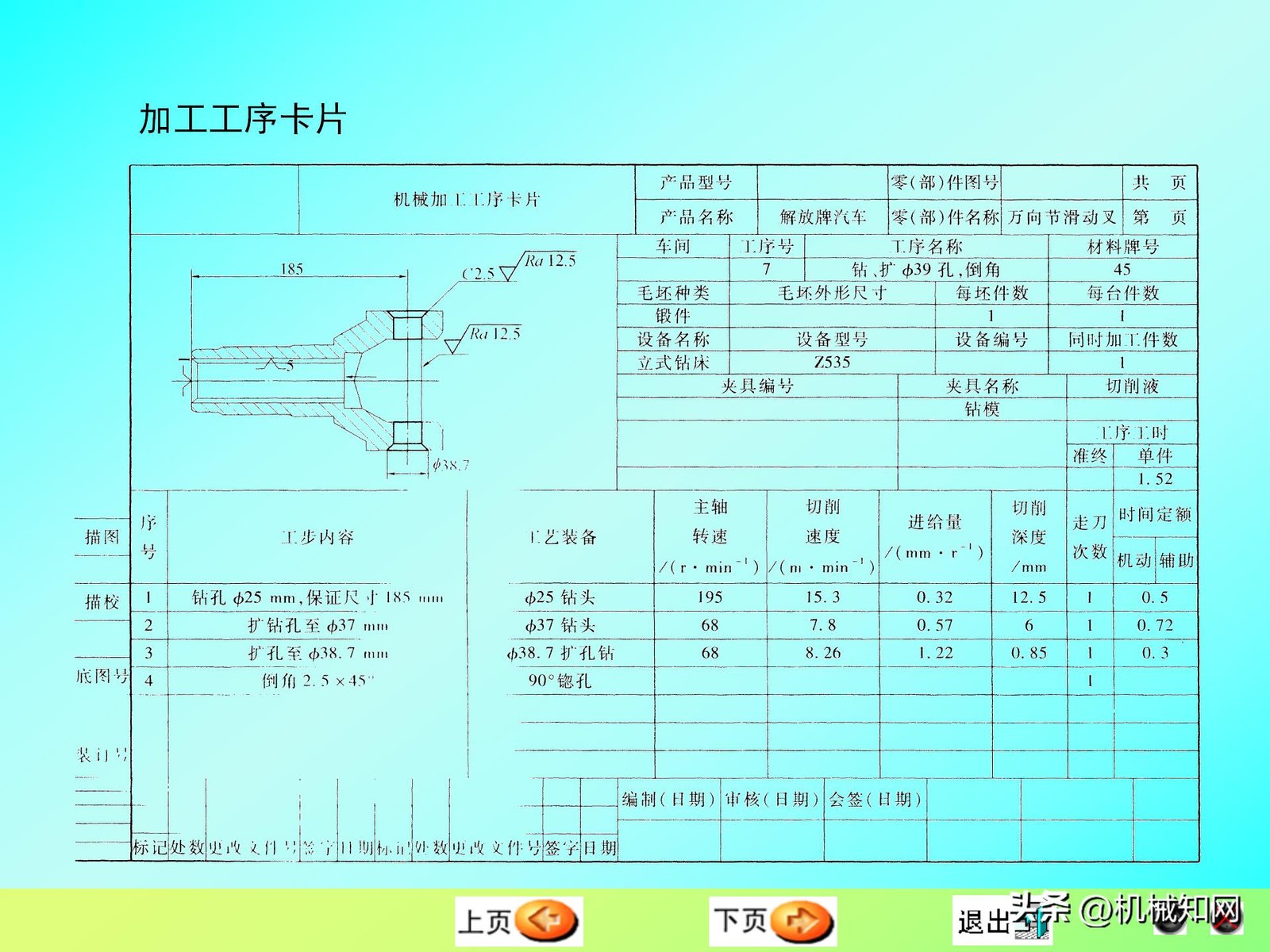
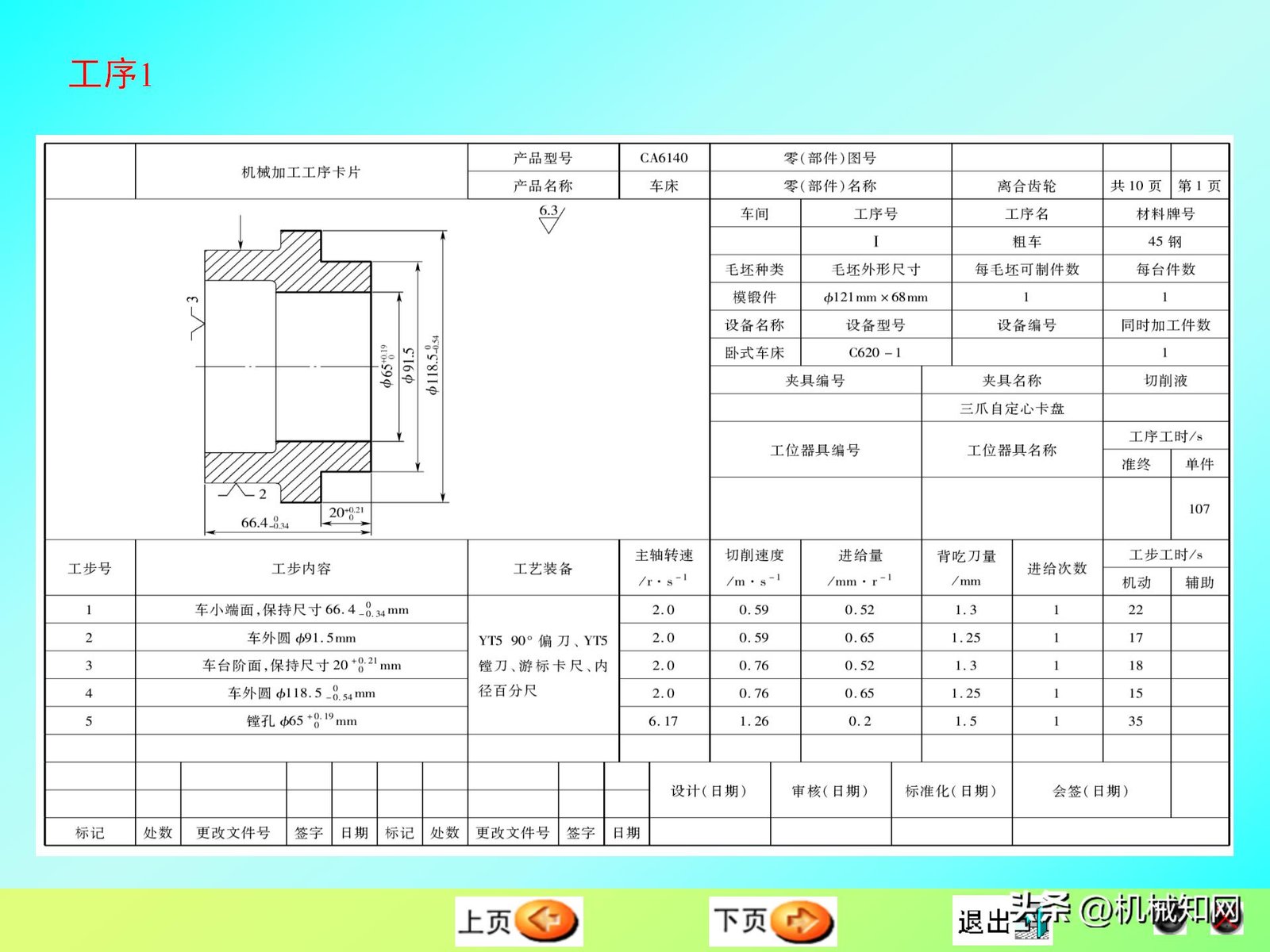
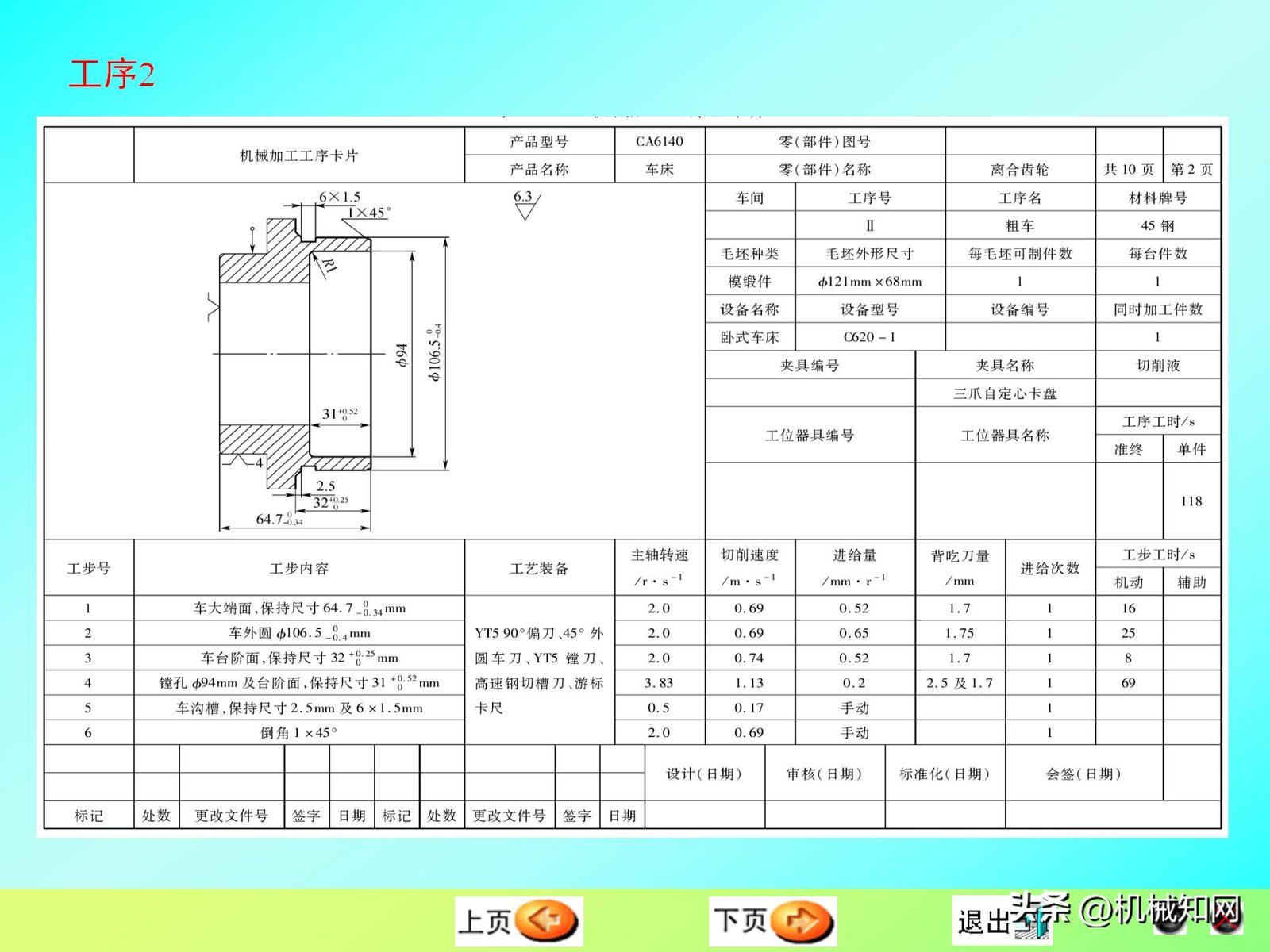
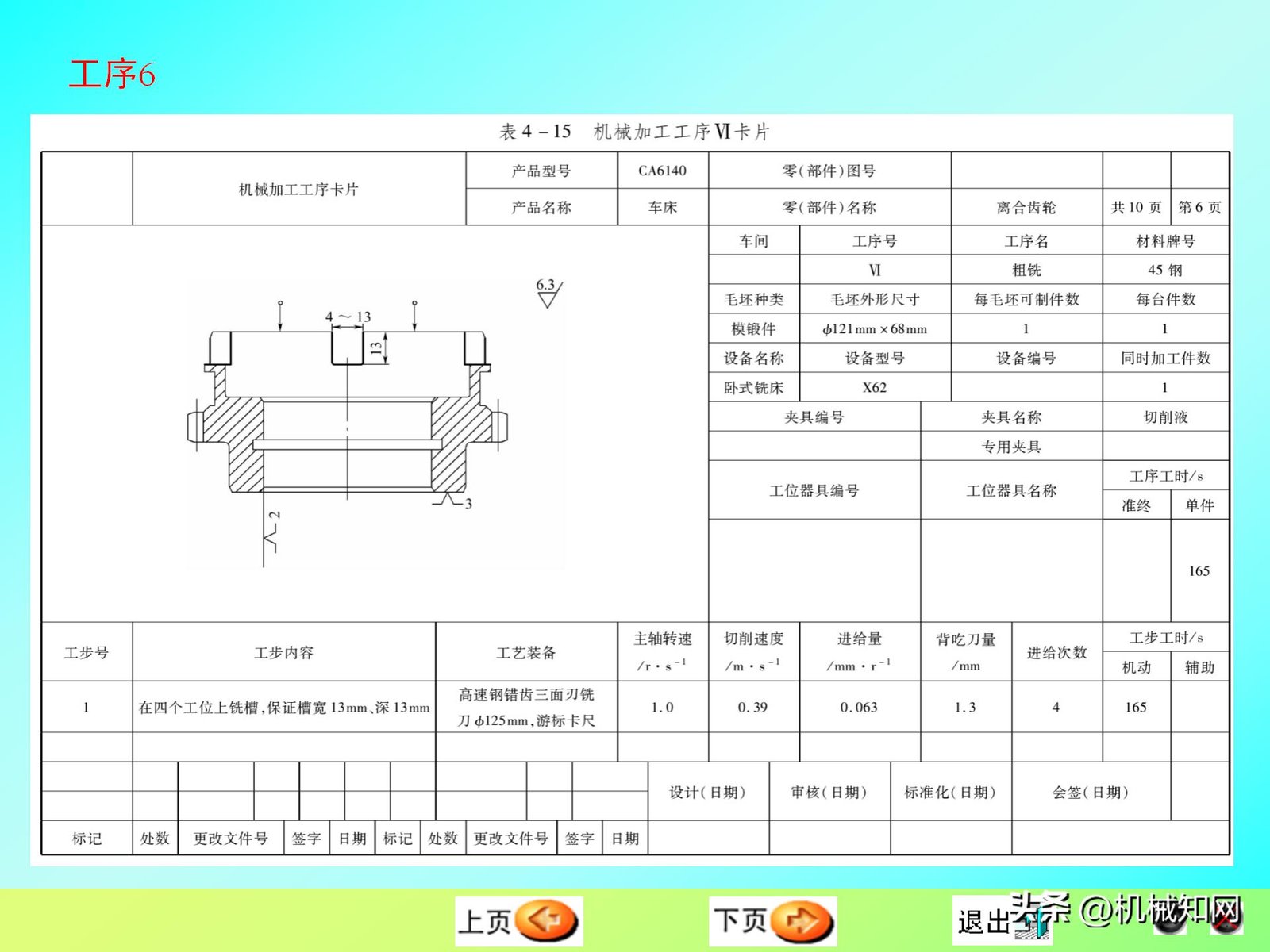
For design output, process cards and fixture drawings must be prepared, and common problems must be prevented in advance.
The process card marked with the process number, as well as the process content, equipment, tools, cutting quantities and other information must achieve textual correspondence. For example, the process of grinding the outer circle is an example of a grinding process card "Basic Course Design of Mechanical Manufacturing Technology" premium PPT. The card must indicate that the grinder model is M1432B, the grinding wheel model is PA60L5V, and the grinding depth is 0.01mm. The fixture drawings must comply with mechanical drawing standards, indicating the positioning accuracy of ±0.02mm and the clamping torque parameters. Insufficient machining accuracy is a common problem, mostly due to improper selection of benchmarks or excessive fixture positioning errors. For example, for shaft parts, the outer circle of the blank is selected as the rough datum. However, the roundness is poor and the coaxiality after processing is out of tolerance, so the datum alignment must be re-calibrated. Workpiece deformation caused by excessive clamping force, such as an elliptical shape of a thin-walled sleeve after clamping, can be solved by adding auxiliary supports or optimizing the clamping points. Excessive tool wear is caused by unreasonable cutting volume. For example, for cast iron parts, the cutting speed is too high, causing the grinding wheel to become clogged. This requires reducing the speed and increasing the feed rate based on the material characteristics.
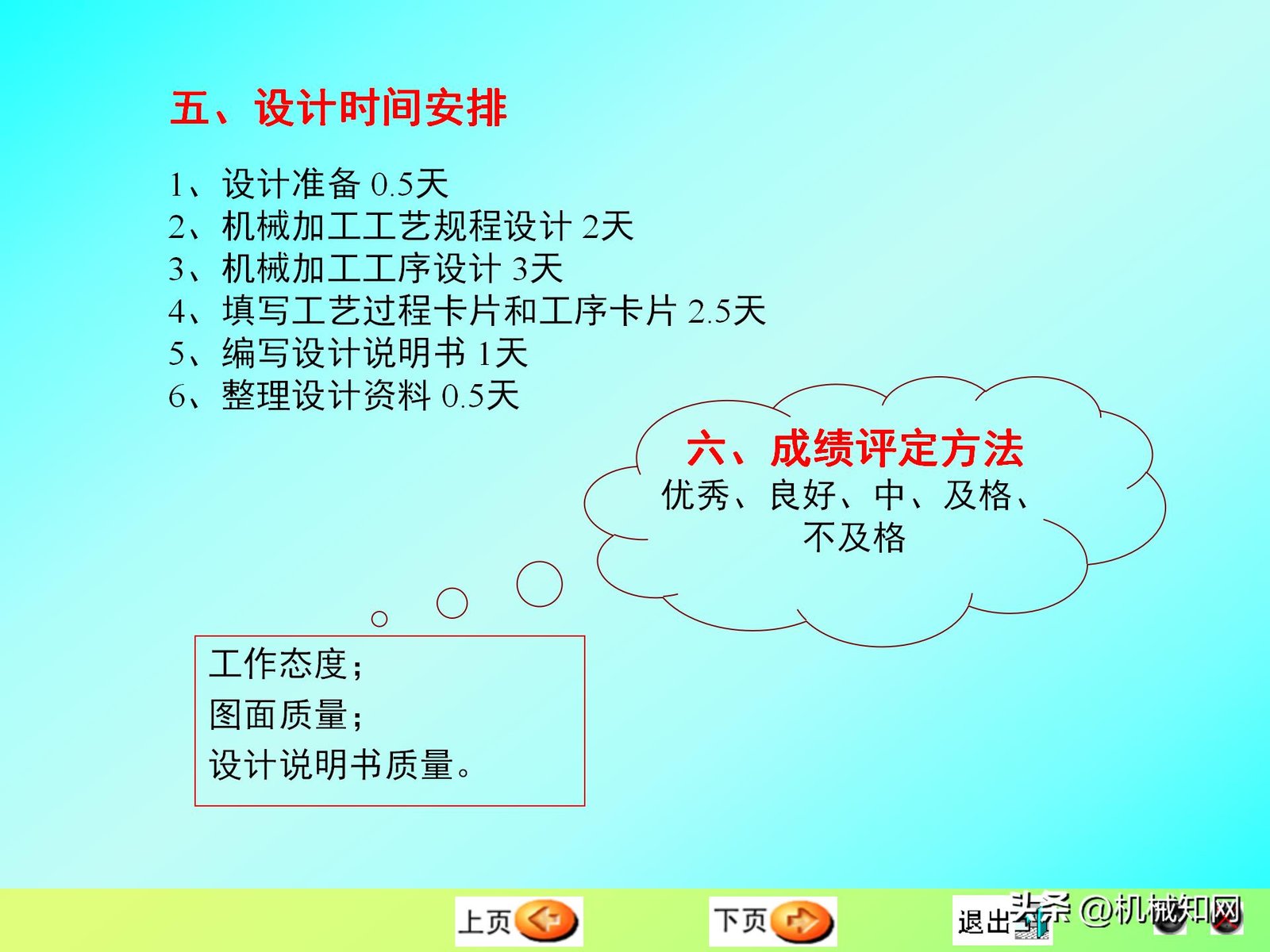
The key point of course design is to transform the knowledge presented in the textbook into a plan that can be actually implemented. The design of each step closely fits the technical requirements of the following parts, and at the same time, the actual feasibility of the workshop must be taken into consideration. For example, in 2025, a factory plans to produce a batch of bushings. Theoretically speaking, the process should be grinding. However, the schedule of the grinding machine on site is very tight, so it made temporary changes and converted to finishing turning and rolling. Although the accuracy will be slightly lower, the efficiency has doubled. This is a typical example of achieving a balance between accuracy and efficiency.
When compiling the grinding process card, what is the most common problem you encounter? Is it the selection of benchmarks, the design of fixtures, or the calculation of parameters? You are welcome to share it in the comment area, like and bookmark this article for easy reference during subsequent actual operations.










暂无评论内容