
How to cut sheet metal materials
In the field of sheet metal processing, a structure like a round sky and a square place is something that almost every master will encounter. However, the number of people who can actually perform cutting operations quickly and accurately is rare. Mastering the correct expansion diagram calculation method will directly determine the processing accuracy and efficiency of ventilation ducts and equipment shells.
The core principle of Tianyuandiandian cutting
The essence of a round sky and a square place is to transform a three-dimensional curved surface into a two-dimensional plane figure. During processing, the required means is to connect circles and squares in a specific way. This must apply the principle of geometric expansion. This principle does not seem so complicated to explain, that is, the circle is divided into several equal parts, each equal part corresponds to one side of the square, and then the unfolded shape is drawn based on the actual height.
When actually carrying out the operation, three key dimensions must be determined first. They are the diameter of the round mouth, the side length of the square mouth, and the vertical height between the upper and lower mouth. None of these three data can be missing. Take the actual orders received by an equipment factory with ventilation function in 2025 as an example. The diameter of the round mouth is 400 mm, the side length of the square mouth is 300 mm square, and the height is 500 mm. The shape of a round sky and a square place is the most common.
When performing expansion calculations, the circumference of the circle needs to be divided into 16 equal parts or 24 equal parts. The greater the number of aliquots, the more accurate the expanded graph will be, but the amount of calculation will also be greater. As far as ventilation ducts of conventional size are concerned, 16 equal parts can fully meet the needs of use, and the error can be controlled within 1 mm.
Detailed steps of geometric expansion method
The basic method based on traditional manual blanking is the geometric expansion method. First, use a compass and a ruler as means to draw a top view of the round opening on the paper, and also draw a top view of the square opening. Pay special attention to placing the square opening at the center of the circle, and its four corners accurately correspond to the four directions of the circle. However, this step may seem simple, but in fact it is the most likely to cause errors.
Next, connect the bisecting points of the round mouth and the corresponding corner points of the square mouth to calculate the sheet metal processing unfolded diagram . Each bisecting point must be connected to a corner of the square mouth to form a series of triangles. The actual length of each triangle side is calculated based on the actual height. This is the key data of the expanded diagram. Training data provided by a factory engaged in sheet metal processing in Jiangsu in 2024 shows that the probability of novices making mistakes in this link is as high as 40%.

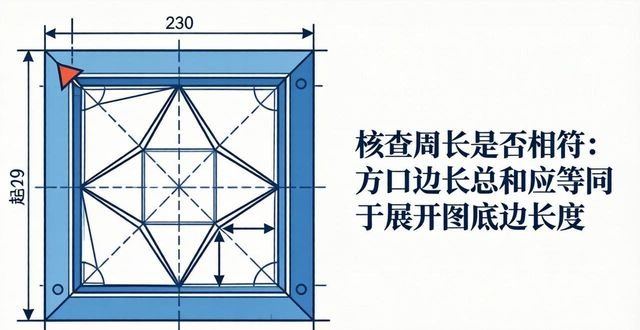
After getting all the side length data, you can draw the expanded diagram. Starting from one side of the square mouth, draw adjacent triangles one by one, and finally return to the starting point to form a closed figure. After drawing, check whether the perimeters match. The sum of the side lengths of the square mouth should be equal to the length of the bottom side of the expanded drawing. Otherwise, there is an error in the calculation.
Practical application of software-assisted methods
In today's sheet metal processing, calculations are rarely performed entirely by hand. Both SolidWorks and AutoCAD have functions specifically for sheet metal unfolding. By inputting the diameter of the round opening, the size of the square opening, and the height, an unfolding diagram can be automatically generated. A market survey conducted in 2025 shows that more than 70% of sheet metal processing plants will use software to assist blanking.
When using the software, you need to pay attention to setting appropriate sheet metal parameters, including plate thickness, bending radius, K factor, etc. These parameters will directly affect the accuracy of the unfolded diagram. For example, for a galvanized sheet with a thickness of 2 mm, the K factor is generally set to 0.45, and the bending radius is half of the sheet thickness, which is 1 mm. If there are errors in parameter settings, no matter how accurate the expanded diagram is, it will be useless.
The biggest advantage is that the software can export DXF files in batches that can be directly used for CNC cutting. The laser cutting machine or plasma cutting machine will automatically cut after reading these files, thus eliminating the steps of manual lofting and marking. After a ventilation duct factory in Shenzhen introduced this process, the cutting efficiency increased to more than 3 times.
Modular blanking suitable for large workpieces
For those round areas with a diameter exceeding 800 mm or a side length exceeding 1 meter, it is often unrealistic to cut the entire board. At this time, the modular cutting method can be used to divide the entire structure into 4 or 8 modules for processing respectively, and finally weld them into an overall form.
The key to carrying out modular blanking is to properly design the interface. A welding groove must be reserved on the edge of each module. The angle of the groove is generally set in the range of 30 degrees to 45 degrees. In 2024, an environmental protection equipment company in Shanghai undertook a large-scale dust collector project. The diameter of the round mouth in Tianyuan Square was as high as 1.5 meters. In the end, an 8-module tailor-welding solution was used to smoothly achieve the goal.
When processing into modules, you need to pay attention to the numbering and positioning. After each module is cut, the sheet metal processing expansion diagram calculation method should be marked with a number, and a positioning line should be made at the splicing position. During assembly, they are spot welded and fixed one by one according to the numbering sequence. After all are in place, they are fully welded. Although this method is complicated, it requires less equipment and space and is suitable for on-site production.
Dimensional control during blanking process
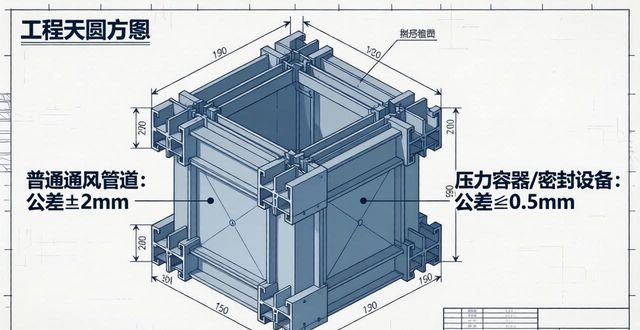
The core point of ensuring assembly quality is to achieve dimensional control so that the deviation between the actual size of the round or square mouth and the established design size can be within the allowed range. For ordinary ventilation ducts, the specified tolerance in this case can be relaxed to plus or minus 2 mm. However, for pressure vessels or equipment with higher sealing requirements, this tolerance must be strictly fixed within plus or minus 0.5 mm.
The precise control of the bending angle is as important as other aspects. For a shape like a round sky and a square place, the transition section must go through multiple bending processes, and the angle corresponding to each bend must be accurately calculated. For example, how to cut sheet metal with a round sky? If the unfolded diagram is divided into 16 equal parts, then 15 bending operations will be required, and the angle of each bend will gradually change from the square mouth to the round mouth. According to actual measurement data conducted by an institution specializing in sheet metal training in Chengdu in 2025, once the deviation of the bending angle exceeds 2 degrees, the round mouth will be deformed.
When marking, you must carefully consider the loss caused by the cutting seam. The width of the cutting seam for laser cutting is about 0.2 mm, and the width of the cutting seam for plasma cutting is about 2 mm. For mass production, this loss cannot be ignored. The correct operation method is to offset half the width of the cutting seam outward from the base surface of the outer contour line of the expanded drawing.
Key points in material selection and surface treatment
Determine the material selection for the round sky and the square according to the use environment. Q235 galvanized sheets are used for ordinary ventilation ducts to meet the demand. The standard thickness of the galvanized layer is 80 to 120 grams per square meter. If it is used in a food factory or pharmaceutical factory, choose 304 stainless steel, whose thickness ranges from 1.0 to 3.0 mm depending on the size.
There must be no carelessness in edge treatment after cutting. The burrs and slag that appear must be polished cleanly, otherwise it will affect subsequent bending and welding. An industry survey conducted in 2024 showed that about 15% of sheet metal processing quality problems are due to improper edge treatment. Using an angle grinder with an 80-grit grinding wheel can quickly remove burrs.
The zinc layer where the cut is located on the galvanized sheet is damaged and prone to rust, so the final anti-rust treatment is to apply a zinc-rich primer. Stainless steel materials need to be pickled and passivated to remove the oxide scale produced during welding. Although these surface treatment processes may seem complicated, they directly determine the service life of the finished product!
Question, in actual sheet metal processing, which of the two methods, manual geometric expansion or software assistance, is more suitable for your work scenario? Welcome to share your experience and opinions in the comment area. When the number of likes exceeds 1,000, I will continue to share the detailed calculation method of sheet metal cone expansion.









暂无评论内容