

304 stainless steel CNC is inefficient? Tianxuan precision craftsmanship reduces single piece time by 32%
Where is the bottleneck stuck and the heat cannot be dissipated?

Materials with stainless steel characteristics have poor thermal conductivity, which is only one-third of that of carbon steel. During machining operations, a large amount of heat generated by cutting will accumulate on the blade and is difficult to remove. Once the temperature rises, the material will adhere to the blade tip, forming a built-up edge. The blade will quickly wear out and become dull, so the tool must be replaced frequently. This is the fundamental reason for the slow processing speed of stainless steel.
Traditional methods can only be used to reduce the cutting speed, thereby reducing heat generation. However, the efficiency is too low, which makes the processing time of a single piece extremely long. Many factories have a complex emotion of love and hate when facing stainless steel parts. They love that the profits brought by orders are relatively high, but hate that the output is always difficult to increase.
High torque machine tools are the foundation
Tianxuan Seiko uses machine tools such as American Haas. Its machine tool spindle has high torque and can stably provide strong power. Even if the depth of cut is increased, it is not prone to vibration. Unlike ordinary machining centers, the spindle torque is small and it is very difficult to cut stainless steel.

To improve cutting parameters, you must have a high-torque machine tool. Otherwise, the machine tool will not have enough power and the tool will get stuck once it is deeply cut. Spindle torque is important for efficient machining and is an indispensable prerequisite. In addition, choosing the right machine tool is more critical than choosing the right tool.
Special knives should be sharp
When processing 304 stainless steel threaded joints, we choose an OSG special milling cutter. The cutting edge of this cutter is particularly sharp and the chip flute is quite wide. The coating is made of AlTiN plus Si, which has excellent heat and wear resistance. The sharp cutting edge can reduce cutting force, thereby reducing the risk of work hardening.
The cutting edges of ordinary traditional knives are very dull and can easily harden materials. The special knife is different. When cutting into materials, it is as easy as cutting tofu. When each tooth is fed, it can reach 0.08 mm. In the case of axial cutting depth, it can reach a depth of 0.8 times the tool diameter. With traditional tool application methods, the depth of cut is only 0.3 times the tool diameter.
Cooling method changed to oil mist
If a large amount of cutting fluid is poured, it will cause thermal shock, and the tool will be hot and cold, which will easily cause micro-cracks. Therefore, we switch to low-temperature minimum quantity lubrication, or MQL method. In this method, the oil mist is directly sprayed on the cutting area, which has a good lubrication effect and takes away less heat.
MQL does not require a water tank or pumping station, which reduces maintenance costs. The workpiece is in a dry state and there is no coolant residue. The cutting speed is increased from 45 meters per minute to 65 meters per minute, but the tool life is extended to three times.
Data comparison is very intuitive
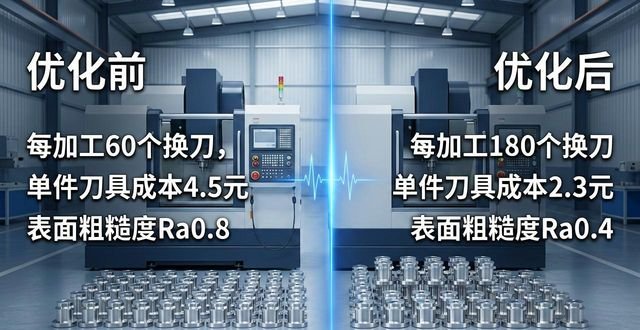
Before optimization, every time sixty parts are processed, the tool must be changed. The cost of a single tool is 4.5 yuan, and the surface roughness is Ra 0.8. After optimization, the tool will be changed only once every 180 parts are processed, the cost of a single tool is reduced to 2.3 yuan, and the surface roughness is Ra 0.4.
The most important thing is that there is no work-hardened layer. The traditional cutting speed is too slow, which causes the surface to be hardened. Now the speed is fast and the cutting is light, but the surface quality has become better. The time required to process each piece has been reduced from the original 12.5 minutes to 8.5 minutes.
Testing guarantees will not be relaxed
After each batch of stainless steel is CNC processed, key dimensions will be inspected with the help of Zeiss three-dimensional coordinates. A complete traceability report will be provided, and each part will have data records. This solution is suitable for medical device implants, tools, electronic housings and new energy connectors.
Customers do not need to worry about the impact of increased efficiency on accuracy. Actual data confirms that quality has actually improved. If you are worried about production problems of stainless steel parts, you are welcome to contact Tianxuan Precision to receive free process diagnosis.
I would like to ask, what do you think is the most prominent difficulty in stainless steel processing? Is it the loss of tools or the surface quality? Welcome to leave a message in the comment area, start a discussion, like it, and then share this article so that more people in the same industry can see this solution and make it widely spread.










暂无评论内容