
How difficult is it for a five-axis machining center to process the core components of a humanoid robot?
If you want a humanoid robot to move flexibly, the processing accuracy of joints and hand parts must reach the micron level. The five-axis machining center is precisely the core equipment for conquering these precision parts. However, it also has requirements for machine tool performance and operators, and it has also reached the limits of the manufacturing industry.
Why five-axis machining has become a must-have option for humanoid robots
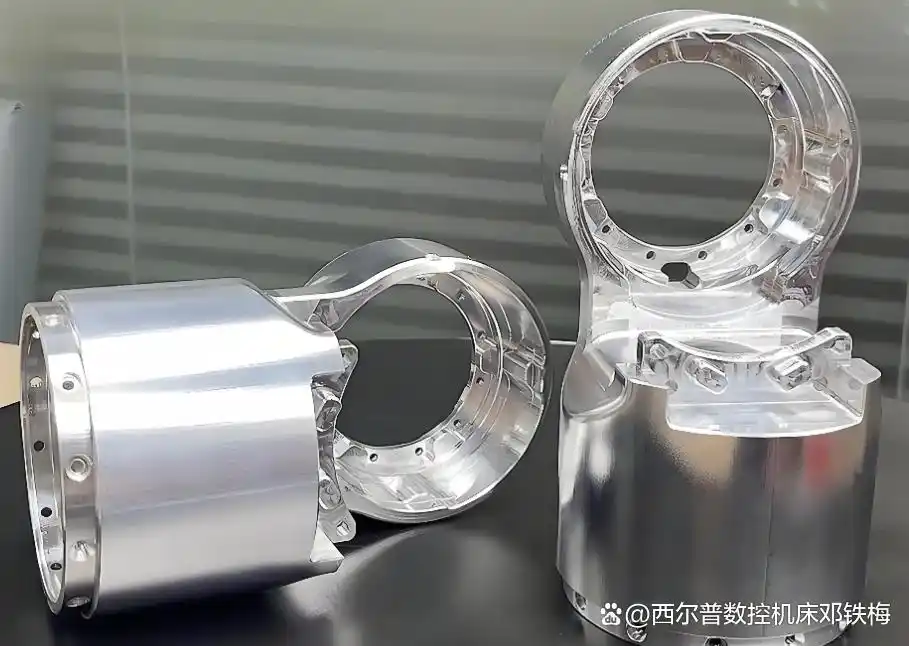
How difficult is it for a five-axis machining center to process the core parts of humanoid robots such as joint shells and dexterous hand bones? , its appearance is extremely complex, many of which are curved surfaces and undercut structures. In 2025, Tesla's Optimus robot production line disclosed data. The robot's single joint shell has more than 40 processing surfaces at different angles. If a traditional three-axis machine tool is used to process it, 5 to 6 clampings are required to complete the entire operation, and each clamping will cause positioning errors.

The five-axis machine tool uses two rotating axes and three linear axes to drive the tool into the workpiece from any angle. All five sides of the part can be processed in one clamping operation. The position accuracy between the key hole position and the mounting surface can be within 5 microns. This processing method directly ensures the smoothness of the robot's joint motion and transmission efficiency.
Insufficient dynamic accuracy leads to vibration marks on the surface of the part

When five-axis linkage is used for machining, all axes must move at high speed at the same time. If the dynamic response of the machine tool cannot keep up, vibration marks that can be seen by the naked eye will be left on the surface of the part. In 2024, a precision manufacturing factory in Suzhou encountered such a problem. When they processed the humanoid robot's thigh joint shell, there were always wavy lines on the curved surface, which caused a stuck feeling in the joint rotation after assembly.
The root cause of the problem is the insufficient response speed of the machine tool's servo motor and the lack of rigidity of the guide rail. When five-axis machining of complex curved surfaces is performed, the distance between the tool path points is very small. In this case, the machine tool must perform frequent acceleration and deceleration operations. Once the system parameters are not adjusted properly, or there are gaps in mechanical components, high-frequency vibration will occur. Today's high-end five-axis machine tools use linear motor drive and grating ruler fully closed-loop control to control dynamic errors within 2 microns.
The accuracy of the rotation axis determines the interchangeability of joint parts
When humanoid robot joint parts are mass-produced, each part needs to be interchangeable, which places extremely high repeatability accuracy requirements on the rotary table of the five-axis machine tool. During trial production in early 2025, a robot company in Shenzhen discovered that among the 20 joint shells processed in the same batch, the screw holes of three of them could not be aligned after being installed. After inspection, it was found that the rotation error of the five-axis turntable reached 8 seconds.
The worm gear or direct drive motor is located inside the rotating shaft. After long-term heavy cutting, it will wear out, causing the gap to become larger. At present, high-precision five-axis machine tools will use torque motors for direct drive, without transmission gaps, and will be equipped with high-resolution angle encoders with a resolution of 0.0001 degrees. Every 50 hours of processing, a laser interferometer is used to calibrate the accuracy of the rotation axis.
Difficult-to-machine materials place stringent requirements on cutting parameters
Humanoid robots pursue the characteristics of lightweight and high strength, and will use a large amount of 7075 aluminum alloy, TC4 titanium alloy and even carbon fiber composite materials. Titanium alloys have high cutting temperatures, which is difficult to break through in five-axis machining technology , and the tool wear rate is extremely fast. There is a foundry in Dongguan. When processing titanium alloy dexterous hand parts in 2024, an imported solid carbide milling cutter experienced chipping in less than 20 minutes of processing time, resulting in a situation where costs have remained at a high level.
The answer is to use trochoidal cutting and dynamic milling strategies to keep the tool load constant. When cutting titanium alloys, the linear speed must be controlled at 40 to 60 meters per minute, and the feed per tooth should be within the range of 0.02 to 0.05 mm. High-pressure internal cooling tools must be used, and the coolant pressure must be above 70 bar to remove the cutting heat in time. At the same time, the power of the machine tool spindle must be sufficient to break through the technical difficulties of five-axis machining , and it must have at least a driving capability of more than 20 kilowatts.

Process planning ability determines the success or failure of processing
Five-axis machining does not mean you can do it well just by buying a good machine tool. Process planning is very critical. You must first determine the optimal clamping position of the workpiece so that the tool can access all processing surfaces without hindrance. When a team of engineers from a precision manufacturing company in Shanghai were programming a robot hip joint part in 2025, due to inappropriate tool axis vector control, the tool handle hit the edge of the workpiece, directly scrapping an 800 yuan blank.
With superior process planning, the safety plane and cutter axis avoidance angle must be reasonably set. To break through the technical difficulties of five-axis machining during programming, the entire machining process must be simulated with the help of simulation software to check for overcuts and collisions. The tool path must be adjusted accordingly according to the weak points of the part. For example, when machining thin-walled features, the tool must be cut alternately on both sides to prevent the part from being pushed into a deformed state. The annual salary of a senior five-axis programming engineer has exceeded 400,000 yuan.
The skill level of operators directly affects the yield rate
The operation of a five-axis machine tool is much more complicated than that of a three-axis machine. The operator must not only be able to press the start button, but also understand the principle of rotational coordinate system transformation. In 2024, a survey by a training institution showed that the number of domestic technical workers who are truly proficient in operating five-axis machine tools and capable of fault diagnosis is less than 50,000. However, the market demand exceeds 200,000, leaving a huge gap.
Every time the tool setting and workpiece alignment before processing are performed, it is definitely a very difficult problem to solve. In the case of five-axis machining, it is necessary to set up many different workpiece coordinate systems, and the distance between the rotation centers must be accurately measured. If the operator does not know how to use the probe to achieve automatic measurement and compensation when doing this job, and just performs manual settings, it is particularly prone to errors. For enterprises, it is necessary to invest a lot of time in organizing training work. Newly hired employees need at least six months to one year of practical operation practice before they can independently control the machine for processing and production.
At present, five-axis machining centers have become the bottleneck for mass production of humanoid robots. According to a report issued by the High-Tech Robot Research Institute for March 2026, the number of five-axis processing workshops in China that can achieve stable mass production of robot joint shells is no more than 30. In terms of future five-axis machining technology, what aspects should you make the most breakthroughs in? Does it refer to the dynamic precision level of machine tools, intelligent programming software, or composite processing capabilities? Everyone is welcome to share your opinions in the comment area. Like this action so that more peers related to the manufacturing industry can see this article.










暂无评论内容