
What are the common problems in CNC programming work?
The six tool movements in the canned cycle cannot be ignored

In CNC machining, the fixed cycle is the most frequently used programming function. The six tool actions include quickly reaching the XY coordinate point, quickly dropping to the R point, starting hole processing, pausing at the bottom of the hole, returning to the R point to perform other processing with the same tool, and finally returning to the initial point to change tools or end. In 2025, a machinery factory in Dongguan had an operator omit the pause action at the bottom of the hole, causing the inner hole roughness of batch parts to exceed the standard. The direct loss was more than 80,000 yuan.
The first clause – what beginners easily overlook is the second action, which is the distance setting to quickly reach point R. The second clause – if the R point is set too high, a lot of processing time will be wasted. The third clause – if it is set too low, the tool may hit the workpiece. The fourth clause – In the case of a certain part processing, after optimizing the R point from 5 mm to 2 mm, the processing time of a single part was reduced by 0.8 seconds, and the efficiency of mass production was significantly improved.
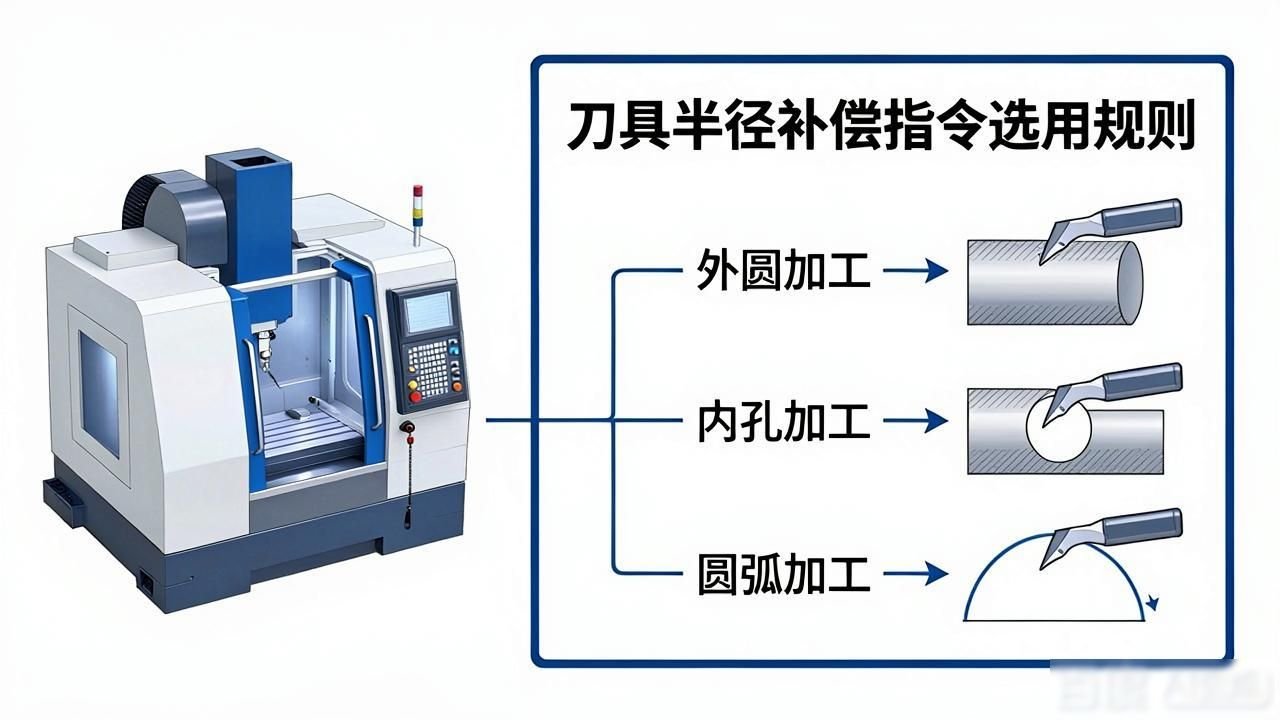
Selection rules for tool radius compensation instructions
The left compensation of the cutting tool radius is represented by G41, and the right compensation is represented by G42. G40 is used to cancel the compensation function. The judgment standard is actually quite simple. When looking in the direction of the tool forward; if the milling cutter cutting teeth are on the left, use G41, and if they are on the right, use G42; when a mold factory in Shenzhen comes to train new employees in 2024, They deliberately spent three days practicing this judgment method; this was because they discovered that more than 60% of programming errors appeared in the wrong selection of compensation instructions.
Another key point in using tool radius compensation is that before executing G41 or G42, the tool diameter value must be entered into the CNC system memory. In this way, the system can automatically calculate the actual motion trajectory of the tool center. When programming, it only needs to be programmed according to the workpiece size, without the need to manually calculate complicated paths. In the actual application process in the factory, this function saves at least 30% of the programmer's time.
Principles for determining the coordinate system of CNC machine tools
The first principle is that the tool moves against the stationary workpiece. Regardless of whether the workpiece or the tool is actually moving, it is programmed according to the tool movement. The second principle is that the standard coordinate system is a right-handed Cartesian coordinate system. The three coordinate axes are parallel to the main guide rail of the machine tool. The rotation coordinate direction is determined according to the right-handed spiral rule. The third principle states that the positive direction of motion is the direction that increases the distance between the workpiece and the tool.
In 2023, a vocational and technical college in Jiangsu conducted statistics and found that nearly 40% of people who had just started learning programming made mistakes in determining the coordinate system, causing the tool to move in the opposite direction when the program was running. The most representative mistake is to confuse the direction of the X-axis and the Z-axis, especially when switching between a vertical machining center and a horizontal machining center. It is recommended that people who are new to programming use simulation software to confirm the tool path every time before programming to prevent collision accidents during actual processing.

Practical application of tool compensation to eliminate machining errors

When CNC lathes are processing, the actual tool tip appears as a small arc, which is not an ideal point. If programming is based on the imaginary tool tip, errors will inevitably occur when turning conical surfaces and arcs. The solution is to input the tool tip arc radius and tool tip position parameters into the tool database and use the tool tip arc radius compensation function. The system will automatically calculate the tool center trajectory and perform cutting. It can also eliminate errors caused by tool wear or tool setting errors by modifying the wear value.
The tool radius compensation function of CNC milling machines cannot be underestimated. Its power cannot be underestimated. The tool radius offset is stored in the designated register in advance. With the help of G41 or G42 instructions, the compensation value is adjusted to compensate for the wear of the tool. The more practical point is that the rough machining and finishing machining of the same contour can share the same program, and only need to change the size of the compensation value. In 2025, There is an auto parts factory in Guangzhou that adopted this method to improve the processing accuracy of batch products from 0.05 mm to less than 0.02 mm.
What exact problems have you encountered in CNC programming today? You are welcome to leave a message in the comment area to communicate. Like and share so that more peers can see these practical tips!











暂无评论内容