
jb-t10214-2000 Ventilator rivet weldment technical conditions – data download page
![图片[1]-jb-t10214-2000 Ventilator Rivet Weldment Technical Conditions – Data Download Page-Dalian Fuhong Machinery Co., Ltd](/wp-content/uploads/2026/04/1775239841262_0.jpg)
Whether the fan rivet weldments you produce are up to standard cannot be determined by feeling. The JB/T 10214-2000 standard provides all rigid indicators from the current collector to the transmission shaft. If the inspection fails, the export order will be returned directly. This set of standards limits the dimensional deviation and runout tolerance to the millimeter level. Any small oversight will cause the entire machine to be scrapped.
Arc surface error control of current collector and rectifier
For the arc surface profile inspection of current collectors and rectifiers, the measuring template must be stuck at the key position. According to the standard, the gap between the sample and the arc surface cannot exceed one percent of the arc length being measured, which means that when the arc length is 1 meter, the gap cannot exceed 1 cm. This requirement seems to be relatively loose, but in the actual production process, workers often ignore the curvature changes at different positions of the arc surface, resulting in local gaps exceeding the standard.
The manufacturer carried out inspections on 42 fans exported to Saudi Arabia in 2025, and found that 18% of the fans had excessive camber clearance. The positions where these gaps exceed the standard jb-t10214-2000 Ventilator Rivet Welding Parts Technical Conditions – Data Download Page are mostly concentrated at the beginning and end of the arc surface. In these parts, the change in curvature is the largest, and the difficulty of fitting the sample is also the highest. For the quality inspector, he must move the sample along the arc and use a feeler gauge to measure the gaps one by one. He cannot just check one or two points and then rush through the inspection.

Strict limits on impeller runout tolerances
The value of the runout tolerance is determined by the diameter of the impeller. The larger the diameter, the more stringent the requirements. For impellers with a diameter of less than 630 mm, there are clear millimeter-level limits for the circular runout of the hub radial and end surfaces, the radial circular runout of the outer diameter, and the circular runout of the outer diameter end face. When the impeller diameter exceeds 3150 mm, the allowable range of radial circular runout is compressed to a smaller value according to the riveting quality inspection standards for export engineering machinery when the impeller diameter exceeds 3150 mm, which places extremely high demands on the manufacturing process of large fans.
In March 2025, there was a fan factory in Zhejiang. In its order for export to Europe, a whole batch of 12 fans were returned for repair because the circular runout of the outer diameter end face of the impeller exceeded the standard by 0.3 mm. During the repair, the installation angle of the blades had to be readjusted and some rivets had to be replaced. It took two weeks to reach the standard. This case shows that the inspection link cannot be omitted, and the runout tolerance must be recorded item by unit.
Installation deviation between guide vane and casing
The installation angle deviation of the guide vanes installed in the air duct cannot exceed 177 degrees. This value is almost a strict requirement for the guide vanes to be accurately aligned with the reference line. During actual installation, workers often use visual inspection to make adjustments. However, judging by the naked eye, the angle deviation can easily exceed 2 degrees. The correct approach is to use an angle gauge or laser alignment meter to measure each piece to ensure that the installation angle of each guide vane remains consistent.
The limit deviation of the casing size is divided into 8 grades according to the diameter of the impeller, and the geometric tolerance is also included. There are detailed and specific regulations from the unprocessed inner diameter of the barrel to the parallelism of the flange rings at both ends. The riveting and welding quality inspection standards for export construction machinery with a diameter exceeding 8000 mm are for ultra-large casings. Without processing the inner diameter of the barrel, only positive deviations can be obtained, and negative values are strictly prohibited. The inner diameter roundness tolerance will also be relaxed as the diameter increases, but the maximum diameter section is still required to be controlled at the millimeter level.
Radial circular runout of hollow drive shaft
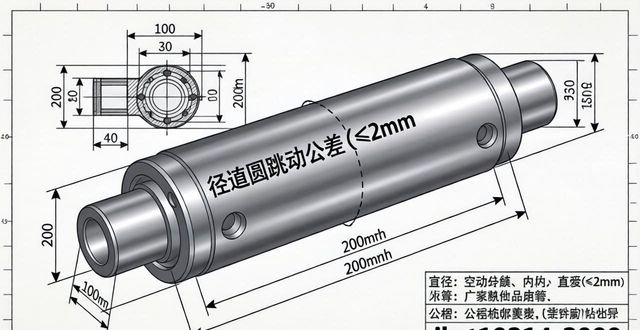
There is a situation where there is a hollow transmission shaft whose outer diameter is not processed, but has a radial circular runout tolerance, which is divided into three gears according to the outer diameter. For shafts with diameters up to 200 mm, the runout is allowed to be 2 mm, while between 200 and 300 mm, 3 mm is allowed, and when it exceeds 300 mm, 4 mm is allowed. What this data shows is: the larger the diameter of the transmission shaft, the more difficult it is to control the machining deformation, but the standard gives a larger tolerance range.
In actual production, hollow shafts with a diameter of more than 300 mm are prone to bending after welding and heat treatment. A certain company, in January 2026, when conducting factory inspections on a batch of wind turbines exported to Indonesia, found that the runout of three drive shafts reached 5 mm, exceeding the upper limit of 4 mm specified by the standard. The solution is to add a straightening process and apply multi-point pressure on the straightening machine to suppress the runout to within 3 mm.
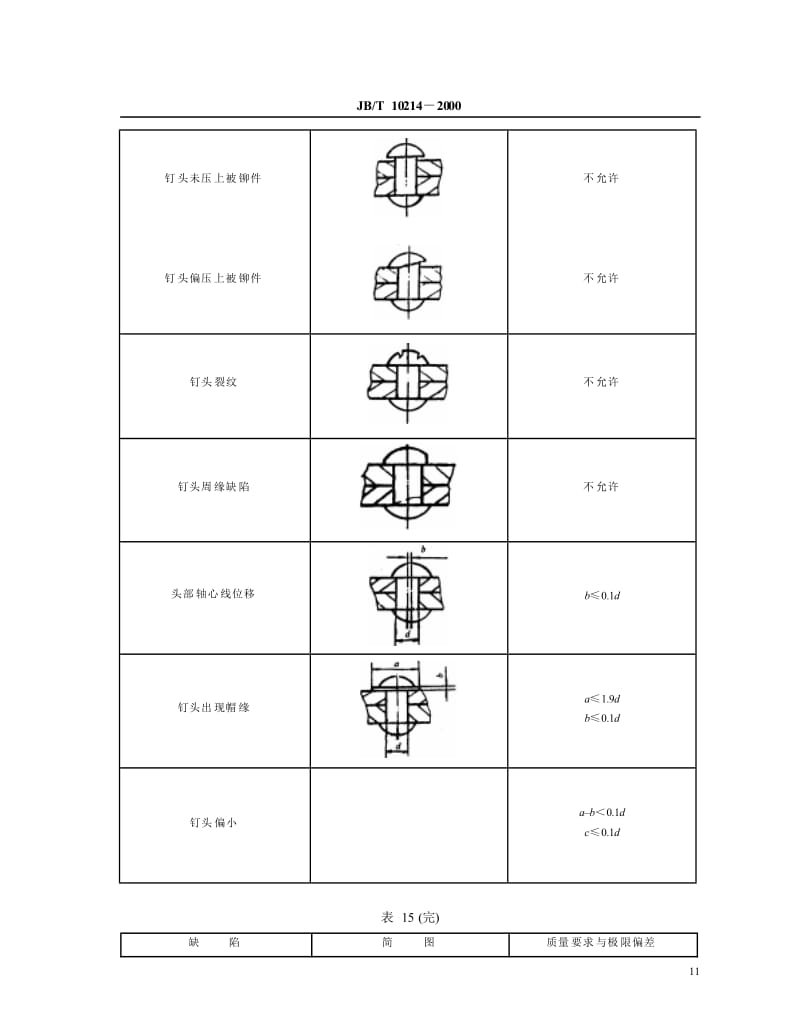
Quality requirements for riveted and bolted connections
Gap control and rivet integrity are the key to riveting quality. Within the range of twice the rivet diameter, the fit gap cannot exceed a very small value. There are also upper limit requirements for other parts. Cracks in the rivet head are not allowed, nor are defects on the periphery. The situation of not pressing the riveted part is also not allowed. The situation of the countersunk head rivet being too low is restricted, and the situation of being too high is also restricted.
During bolt connection, the clearance between the mating surfaces of the impeller disc and hub is also controlled within the range of twice the bolt diameter. When two machined surfaces match each other, the clearance requirements are more stringent. The nuts must be tightened evenly and measures must be taken to prevent loosening. Spring washers, stop washers or locking nuts, any of which are indispensable. Exported construction machinery often faces vibration during shipping. Once the bolts become loose, it will directly cause the wind turbine to disintegrate.
The last time you inspected the fan rivet weldments, did you measure the arc surface clearance and runout tolerance according to this set of standards? Welcome to share your quality inspection experience in the comment area, like and forward the riveting and welding quality inspection standards for export engineering machinery , so that more peers can avoid these quality traps.









暂无评论内容