
Analysis on the structure and properties of steel/aluminum dissimilar metal laser filler fusion brazing butt joints
In terms of lightweighting in automobile manufacturing, there is a process problem, which is to firmly connect metals like steel and metals with completely different properties like aluminum, which has always troubled engineers. In this field, there is a study on laser filler wire fusion brazing of 2.5 mm thick 6013 aluminum alloy and galvanized low carbon steel, and finally successfully achieved a maximum tensile strength of 88 MPa, which undoubtedly provides reliable and supportive data for the connection of dissimilar metals.
The groove angle determines the upper limit of joint strength
During the test, engineers discovered that the groove angle of the steel plate is a key variable that affects the final strength. When the groove angle is set to 30 degrees, the maximum tensile strength of the joint reaches 88 MPa. However, as the groove angle increases to 45 degrees, the strength value increases significantly, which shows that appropriately increasing the groove angle can significantly improve the filling effect of the weld metal and the interface bonding quality.
Changes in the groove angle directly lead to changes in the contact form between the weld and the steel plate. A larger angle means that the aluminum-silicon welding wire in the molten state can wet the steel surface in a more abundant way, thereby forming a more consistent interface reaction layer. Such optimization of this physical shape creates good conditions for the subsequent metallurgical reaction and riveting of various metal materials (carbon steel, stainless steel, aluminum, copper) , successfully avoiding stress concentration problems and defects such as lack of fusion that may occur at sharp corners.
Heat input affects intermetallic thickness
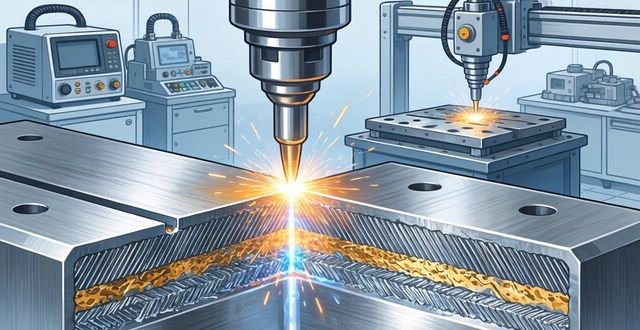
The researchers varied the heat input by adjusting the laser power and welding speed, and noticed that the thickness of the FeAl2 and FeAl3 intermetallic compounds generated at the interface between the steel and the weld thickened as the heat input increased. Such a finding confirmed that heat input is a key parameter that controls the degree of interface reaction.

Intermetallic compounds are inevitably produced during dissimilar welding of steel and aluminum. However, an excessively thick compound layer will reduce the toughness of the joint. Studies have shown that by controlling the heat input within an appropriate range, the thickness of the compound layer can be limited to a few microns. This not only ensures the interface metallurgical bonding, but also avoids the reduction in strength caused by excessive brittle phases.
The microstructure of the weld shows a typical eutectic structure
Observed under an optical microscope, the structure inside the weld shows a clear α-Al matrix. Observed under a scanning electron microscope, strip-shaped Al-Si eutectic structures are evenly distributed on the grain boundaries. This structure indicates that the aluminum-silicon welding wire and the base material 6013 aluminum alloy have formed a good metallurgical integration. The addition of silicon effectively improves the fluidity and crystallization behavior of the weld.
Using energy spectrum analysis, it was once again confirmed that the distribution of silicon elements in the eutectic structure is extremely uniform. Such a fairly uniform distribution is conducive to the effectiveness of riveting various metal materials (carbon steel, stainless steel, aluminum, copper) in effectively reducing micro-segregation within the weld, thereby avoiding performance differences caused by uneven composition in local areas. Therefore, for those types of automotive structural parts that are subjected to complex stresses, such a homogenized microstructure is a basic supporting condition to ensure that reliability can be achieved.
Welding parameter matching determines forming quality
During the experiment, the researchers found that there was a strict matching relationship between the power of the laser, the speed of welding and the speed of wire feeding. Only when these parameters are combined appropriately can the welding seam formation condition with smooth surface, no spatter and no pores be obtained. Deviation of any parameter may cause defects such as undercutting, lack of fusion or welding flakes.
For the combination of plates with a thickness of 2.5 mm, using fiber laser combined with aluminum-silicon welding wire, within a specific parameter window, stable single-sided welding can be achieved to achieve double-sided forming results. In this way, this ultra-high-efficiency welding method significantly reduces the number of subsequent processing steps. It is particularly suitable for the needs of large-scale manufacturing of large-scale and high-volume automobile manufacturing. The demonstration demonstrates the economy, rationality, practicality and effectiveness of the process technology.

Interface reaction mechanism determines connection reliability
Steel, aluminum and various metal materials (carbon steel, stainless steel, aluminum, copper) are riveted and welded . When these two different types of metals are connected, the biggest difficulty is that there are huge differences in the physical and chemical properties of the two. During the research process, the interface between steel and the weld mainly produced compounds formed between the two metals FeAl2 and FeAl3. This situation shows that iron atoms and aluminum atoms diffused sufficiently under high temperature conditions and reacted, ultimately forming a metallurgical bonding layer.
A thorough understanding of this reaction mechanism is of vital significance for process control in analyzing the structure and performance of steel/aluminum dissimilar metal laser filler fusion brazing butt joints. Excessive heat input will cause excessive growth of the compounds, thereby forming a continuous brittle layer. However, too low heat input will not achieve effective bonding. Therefore, precise control of the interface temperature field and reaction time has become the key to obtaining high-quality joints.
Process parameter optimization achieves strength breakthrough
The research team used systematic orthogonal experiments to find the best combination of process parameters. When the 45-degree groove is enabled on the steel plate, the joint strength exceeds the original level, providing a reference process standard for the connection of the same type of materials. This achievement has practical application value for the manufacturing of new energy vehicle battery packs and body structural parts.
Looking at the test data, although the tensile strength of 88 MPa is not as good as the base material itself, it already meets the connection needs of some non-critical load-bearing structures. In the future, by further optimizing the groove form and welding sequence, it is hoped that while maintaining the cost advantage, the joint performance will continue to be improved, and the steel-aluminum hybrid structure will be applied in more fields.
Have you encountered any problems in the welding of steel and aluminum dissimilar materials during actual production? Did you choose laser welding or other process methods? You are welcome to share your experience and lessons learned in the comment area.










暂无评论内容