
D-type rubber fender installation technology application range
Installing marine rubber fenders may seem simple, but in fact it is a technically demanding job. If not installed properly, it will not only fail to protect, but may also leave hidden dangers to the hull structure. Just today, we are going to talk about the details and key processes that are easily overlooked in the installation of D-type rubber fenders, so as to help you avoid common construction misunderstandings.
The importance of beveling the ends
The two ends of the D-type fender must be beveled. This is done to allow the fender to smoothly transition from directed to non-directed and to prevent stress concentration at the end points. The length and angle of the bevel are strictly regulated, and the ratio of height to width must be greater than 3:1. This ratio can ensure that the fender is stressed evenly when it is squeezed.
A large number of construction workers on site cut at will in order to save trouble, which resulted in the fenders being torn from the ends not long after they were put into use. The specific dimensions of the beveling are generally determined through design drawings. If the outside of the fenders is also covered with composite panels, then the size of the composite panels at the ends should be wider than the conventional area, and the thickness of the panels should also be increased appropriately, so that the force can be better distributed to the hull.
The endpoint falls on the ribs
The endpoint of the fender must not fall randomly on the outer plate of the hull, but must accurately fall on the internal rib with a supporting structure, such as a rib or a specially designed fender rib. Since the outer plate of the hull itself is relatively thin, if there is no internal frame to support it, when the fender is subjected to a huge impact force, the outer plate can easily be dented and deformed.
During the actual construction process, technical personnel must first check the structural drawings of the hull to confirm that there are ribs at both ends of each fender as supports. If the position determined by the design happens to be offset from the frame, then the length of the fender needs to be adjusted or a local reinforcement structure added inside it, and this step must not be omitted.
Staggered welds to prevent cracking
The hull plate itself has splicing welds, and the fender's double plate also has butt joints. If these welds happen to come together, the welding stress will be highly concentrated, which will become the starting point of future cracking. Standard practice is to stipulate that the three are staggered from each other by at least 10 centimeters.
When performing segmented pre-installation of fenders, welders need to consciously plan the location of the welds in advance and give them priority. For example, when the seam of the outer plate is exactly at the edge of the double plate, the cutting size of the double plate can be appropriately adjusted, or the seam of the fender itself can be offset. In summary, allow adequate buffer zone for each weld.
Segmented pre-installation margin
At present, shipbuilding generally focuses on prefabricated hull panel splicing and rib installation riveting and welding processes . Most of the fenders have been installed in the segmentation stage. Based on this, the workload on the slipway can be reduced. However, it is necessary to pay attention to the riveting and welding process of hull panel splicing and rib installation . There is a closing seam between the segments. This seam needs to be tested for tightness after the segments are butted, so the fender cannot completely cover the closing seam.
The reasonable approach is to leave a gap at the large joint of the sections. The size of this gap is 1 meter to 1.2 meters. This section of the fender will not be installed for the time being. After the two sections are hoisted to the designated position, the large joints are welded, and the tightness test acceptance reaches the qualified standard, the last section of the fender is installed in bulk. This way, both the tightness and the continuity of the fender can be ensured.
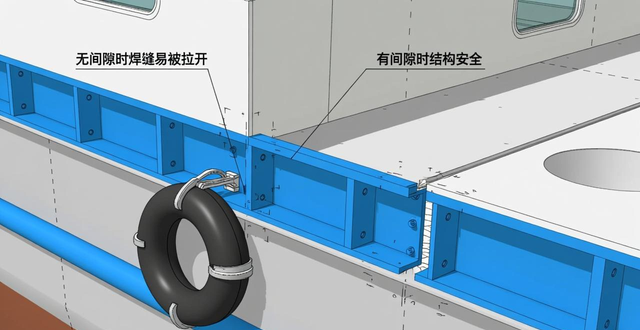
Reinforcement ribs leave gaps to prevent deformation
Inside the fender, in order to increase the strength, transverse and longitudinal reinforcements are usually provided. When welding these reinforcements, there is a special requirement, that is, the ends of the reinforcements cannot be directly pressed against the hull outer plate , and they cannot be welded with the outer plate. A gap of about 10 mm must be left.
![图片[1]-D-type Rubber Fender Installation Technology Application Range-Dalian Fuhong Machinery Co., Ltd](/wp-content/uploads/2026/03/1772388754298_2.png)
This gap has the function of preventing the outer panel from being resisted by the reinforcing ribs and causing tearing when it is subjected to local stress. If the stiffeners are welded to the hull outer plate, once the outer plate is slightly deformed, the force will be completely transmitted to the stiffeners, and the welds will be pulled apart instead. Leave a corresponding gap to give the outer panel a certain amount of free deformation space, so that the structure is safer.
Key points of connection for on-site bulk packaging
![图片[2]-D-type Rubber Fender Installation Technology Application Range-Dalian Fuhong Machinery Co., Ltd](/wp-content/uploads/2026/03/1772388754298_3.webp)
When the last fender, which is more than 1 meter long, is installed on the slipway, special attention must be paid to the alignment and bevel processing where it connects with the segmented pre-assembled parts. The end of the new fender must be polished with a proper welding groove to ensure welding penetration. At this time, it is also necessary to review whether the transition of the bevel is smooth. The end of the old fender must also be ground with a suitable welding groove to ensure that the welding is not penetrated, and at the same time, check whether the transition of the bevel is smooth.
In addition, if the fender is in a long strip shape, the ambient temperature will also have an impact on the assembly accuracy during the final docking operation on the dock. In hot summers, the temperature is high, causing the material to expand, while in cold winter, the temperature decreases, causing the material to shrink. Experienced masters will appropriately adjust the reserved assembly gap according to the temperature conditions at that time to prevent excessive internal stress derived after welding due to thermal expansion and contraction.
May I ask, what is the most difficult and difficult problem you encountered when installing fenders? Is it the position of the welds that are fighting each other, or is there a deviation in the alignment of the ends? You are welcome to share your practical experience in the comment area. If you think this article has practical value, don’t forget to give it a like so that more people engaged in shipbuilding can see these process details.
![图片[3]-D-type Rubber Fender Installation Technology Application Range-Dalian Fuhong Machinery Co., Ltd](/wp-content/uploads/2026/03/1772388754298_4.webp)











暂无评论内容