
What are the principles for sheet metal equipment design?
Whether the design of sheet metal equipment is good or bad directly determines whether the processed products can pass the quality level. Many factories frequently experience dimensional deviations and scratches on the surface. The root cause is that the control points are not fully understood during the equipment design stage.
Functional design determines the bottom line of processing accuracy
Quality control of sheet metal processing must first start with whether the equipment can complete the work well. For a cutting machine, if the positioning accuracy exceeds 0.1 mm, the edges of the cut parts will not be smooth, and the gaps will be larger during assembly. At the 2025 South China Industry Fair, the laser cutting equipment displayed by a Dongguan company used an optimized optical path structure to stabilize the cutting accuracy within ±0.05 mm, and the product qualification rate increased from 92% to 98.5%. This shows that when designing, key parameters must be clarified based on specific processing needs. For example, the repeatable positioning accuracy of the slider of the bending machine must be controlled within 0.02 mm, and the gap of the stamping die must be set based on 8% of the plate thickness. The accuracy of core functions must not be compromised for the sake of multi-function, otherwise all subsequent quality control will not be carried out at all.
For example, in actual production, there are many situations in equipment design, that is, they are greedy for big things and seek perfection. They have the idea of cutting thick plates and at the same time want to cut thin plates. However, the final result is that neither end is done well. Take an auto parts factory in the Yangtze River Delta region. They purchased a multi-functional sheet metal equipment. This equipment is nominally capable of processing plates of 0.5 to 8 mm. However, when processing thin plates of less than 1.5 mm, edge curling frequently occurs. Later, the special thin plate cutting module was re-designed, and the pressing force of the feeding roller was adjusted from 150 N to 80 N. The sheet metal processing quality control point was thus solved. The core functional parameters of the equipment and the sheet metal processing quality control points need to be determined by the designer based on the most common processing plate thickness, maximum batch size and typical part shape of the target customers, rather than piling up a bunch of functions that are not used at all.
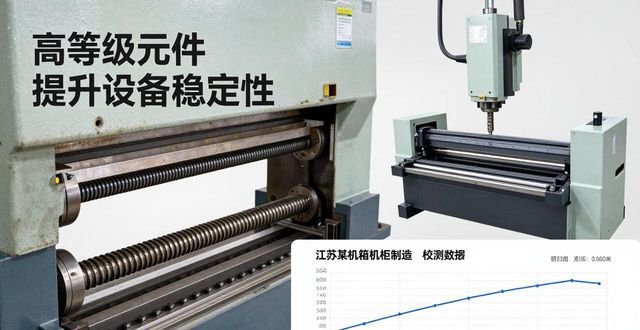
Reliability directly affects mass production stability

Quality control is most afraid of unstable equipment conditions, which sometimes are good and sometimes not. The dimensions of the parts produced today meet the standards, but there are deviations when made on the same machine tomorrow. This unstable condition often results from wear of transmission components and drift in the control system. According to statistics from a chassis and cabinet manufacturing company in Jiangsu, an old bending machine owned by it needs to recalibrate the backgauge position every 200 hours of operation. The reason is that the screw rod gap has been worn from the factory 0.01 mm to 0.08 mm. In the equipment design stage, high-grade linear guides and ball screws are used, such as products with an accuracy level of P3 or above. Although the cost of a single set increases by about 800 yuan, the positioning accuracy can be maintained stable within 5,000 hours, greatly reducing the frequency of random inspections and the scrap rate.
Furthermore, another point that is easily missed is structural rigidity. In order to save steel, many designs make the frame too thin, causing the body to deform when the equipment is in full load processing. In 2024, an environmental protection equipment factory in Shandong encountered this problem. They designed a machine by themselves. When using a plate shearing machine to cut a 6 mm steel plate, the deformation on both sides of the frame differed by 0.3 mm. The cut sheet was wider at one end and narrower at the other. Then the wall thickness of the column was increased from 10 mm to 16 mm, and two reinforcing ribs were added, and the deformation was reduced to less than 0.05 mm. The essence of reliability is to ensure that within the specified service life of the equipment, the variation range of performance parameters is always smaller than the specified requirements of product tolerances.
Safety protection is the bottom line of defense for quality management
Many people think that safety devices have nothing to do with quality control, but the truth is exactly the opposite. Equipment with potential safety hazards will cause operators to be worried all the time. In order to avoid dangerous areas, they will adopt non-standard feeding methods, which can easily lead to inaccurate positioning of parts. For example, there is a stamping equipment that lacks a light curtain protection device. In order to quickly retrieve materials, workers often put their hands in before the slider has fully returned. This not only poses a safety risk, but also causes the parts to be placed incorrectly due to hand interference, and the final hole position deviation can be up to 0.5 mm. According to a report given by the National Machine Tool Quality Supervision and Inspection Center in 2023, for stamping equipment equipped with two-hand start buttons and infrared gratings, the average positioning time of operators has been shortened by 0.3 seconds. The reason is that workers no longer need to be distracted to dodge.
There is a more hidden problem, that is, the logical design of the safety interlock is unreasonable. Some equipment was interfered with by production efficiency, making the wrong move of short-circuiting the safety door detection switch or setting the light curtain response time too long. This kind of incident happened in a sheet metal processing factory in Zhengzhou, Henan: after the protective door interlock switch on a laser cutting machine was canceled, the operator opened the door to clean up the waste before the machine came to a complete stop. The splashed slag caused eye injuries. After investigation, it was found that the safety circuit design of the equipment was flawed from beginning to end. That is, once the door is opened, the cutting head needs to delay 1.2 seconds before stopping. The standard design should use a dual-channel safety relay to ensure that the power source is cut off within 20 milliseconds after the door is opened. Only in this way can the standardization of the processing process be guaranteed while protecting people.
Economic design reverses cost-controllable quality solutions
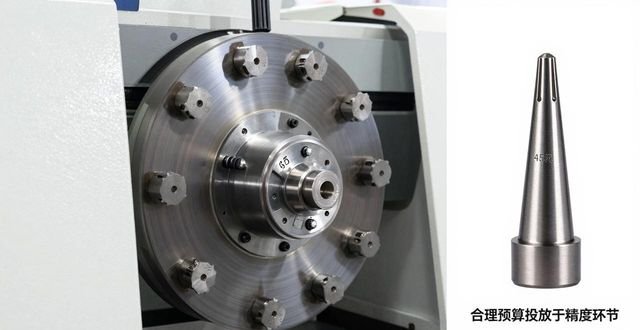
Many people mistakenly believe that the pursuit of high quality requires the use of the most expensive materials and components. However, in fact, reasonable and economical design can achieve the same quality control level at a lower cost. The key is to invest your budget in areas that directly impact accuracy. For example, for a CNC punch press, the mold guide sleeves on the turntable are made of nitrided No. 45 steel. The price per unit is 45 yuan, and its lifespan is twice that of ordinary quenched parts. For the entire equipment, only 12 such guide sleeves are needed. An extra cost of 540 yuan can maintain the mold centering accuracy in a stable state within three years. If, on the other hand, money is spent on exterior plastic spraying or stainless steel decorative covers, but it does not actually help the quality, it will be considered a waste.
Another key point of economic efficiency is energy consumption design. For a 22-kilowatt bending machine hydraulic system, if a variable pump plus proportional valve is used, the standby energy consumption can be reduced by 70% compared to the traditional fixed-displacement pump plus relief valve solution. Calculated based on the actual four hours of bending and four hours of standby per day, it can save about 9,500 kilowatt hours of electricity in 300 working days a year. Calculated based on the industrial electricity price of 0.8 yuan per kilowatt hour, that is 7,600 yuan. These savings in electricity bills directly dilute the processing cost of each product and reduce the sheet metal processing quality control point , allowing the company to accept orders at a more affordable unit price and maintain higher quality inspection standards. When designing, you must calculate the entire life cycle account, and you cannot just focus on the initial purchase cost.
Maintainability reduces response time to quality anomalies
Once equipment fails, the longer the downtime for maintenance, the greater the backlog of work-in-progress, and the quality of the first product after restarting is often unstable. The design with good maintainability allows maintenance personnel to replace core components within 30 minutes, thereby quickly resuming production. For example, the electrical control cabinet is designed to open from the front and the internal wire troughs are clear. All sensor interfaces use quick-plug terminals, so there is no need to get behind the machine when troubleshooting. There is a sheet metal factory in Shenzhen. Its data shows that the time required to replace the grating ruler of the bending machine formed by modular design has been reduced from the original 2 hours to 15 minutes, which greatly reduces the quality fluctuation caused by the operator's skills becoming unfamiliar due to long-term shutdown.
The more valuable approach is to set up fault warning and diagnostic interfaces. Some newly designed sheet metal equipment is equipped with pressure sensors and flow switches at hydraulic oil filters, guide rail lubrication points, etc. If the oil contamination exceeds the standard or the lubrication is insufficient, an alarm code will be displayed on the screen in advance. It was not discovered until there were scraps. An intelligent bending machine exhibited at the 2025 Ningbo Machine Tool Show can automatically record every positioning error of the backgauge and generate a trend chart. When the operator sees the deviation exceeds 0.01 mm, he will know that the screw rod needs to be cleaned or the steel ball needs to be replaced. This kind of predictive maintenance design converts the original remediation implemented after the fact into the prevention carried out beforehand. This is a key change in the transformation of quality control from a passive state to a proactive nature.
In the current factory you are in, or in the sheet metal equipment you have come into contact with, which design flaw is causing the most troublesome quality issues? You are sincerely welcome to share real cases in the comment area, so that more peers can reduce detours. If this article is helpful to you, then remember to like it and forward it to your colleagues in charge of equipment procurement and process.








暂无评论内容