
What are the similarities and differences in cutting speed among the four cutting methods of turning, drilling, milling and grinding?
There are four processing methods: turning, milling, drilling and grinding. They all seem to be cutting metal, but their essential difference lies in the change pattern of linear speed and whether the cutting process is continuous. If you don't understand these, you will choose the wrong parameters for grinding when programming. As a result, the parts processed will either have very low efficiency or poor accuracy.

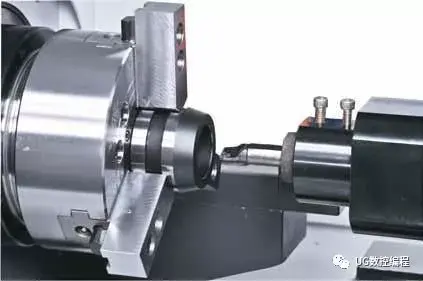
Turning is the king of continuous cutting
During turning, the workpiece is in a rotating state, the turning tool remains stationary, and there is no interruption in the cutting process from beginning to end. This situation with continuous cutting characteristics determines that it has the highest efficiency because the tool is always cutting the material and there is no dead stroke. In machining workshops in 2026, turning is still the preferred choice for processing shaft and disc parts because its surface roughness can easily reach below Ra1.6 and the dimensional accuracy can be controlled within 0.01 mm.
From a cost perspective, the cost of turning man-hours is also the lowest among these processing methods. The operation of the lathe is relatively simple. With one clamping and grinding process , multiple processes such as outer circle, inner hole, end face, and thread can be completed. , in areas with dense manufacturing industries such as Changzhou and Dongguan, the hourly processing cost of lathes is 30% to 40% cheaper than that of machining centers. For mass-produced rotary parts, the economy of turning is irreplaceable.
Intermittent cutting challenges in milling and planing
Milling is an intermittent cutting, and planing is also an intermittent cutting. Each tooth has to withstand impact when it cuts in, and it also has to bear the impact when it cuts out. During each rotation of the milling cutter, the cutter teeth only work for a short period of time, and the remaining time is in an idling state. This intermittent cutting method makes the processing efficiency significantly lower than turning, and the tool life will also be affected. To mill a plane on a machining center, the labor cost is often more than 1.5 times that of turning.
Another problem is that the surface quality is unstable due to intermittent cutting. The vibration generated when the cutter teeth are cut will be directly reflected on the machined surface. The roughness can generally only reach about Ra3.2, especially when planing. The reversing impact during the reciprocating motion will leave distinct knife marks on the surface of the workpiece. In precision machining plants in Shenzhen and Suzhou, parts that require high surface quality will avoid pure milling or planing for finishing.
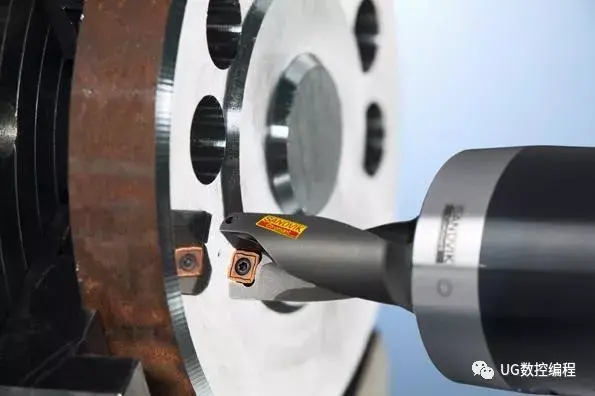
Drilling is most afraid of the big problem of causing deviation.
The core problem faced by drilling is the deflection situation. The so-called deflection means that the axis of the hole is skewed. The twist drill itself naturally has the defect of insufficient rigidity. The two spiral grooves occupy more than half of the cross-sectional area of the drill bit, making the drill bit like a slender twist-shaped rod-like object. In the actual production process in 2026, when the deep hole operation with a depth exceeding five times the diameter is performed, the deflection situation is almost certain to occur.
What is more troublesome is the chisel edge part of the drill bit. The cutting rake angle at the chisel edge is negative. It does not cut metal but extrudes metal. More than half of the axial force when drilling comes from here. Once the two edges of the drill bit are ground asymmetrically, or the workpiece material has hard spots, the drill bit will automatically deflect in the direction of least resistance. Statistics from a mold factory in Shanghai show that more than 60% of drilling waste is caused by deflection.

The linear speed rules of grinding are different
What is different from other cutting methods is that the linear speed distribution in grinding processing is very different. When turning the outer circle, the linear speed of each point on the workpiece surface is basically the same. When grinding the end face, the two situations are completely different. The grinding wheel moves from the outer edge toward the center, and the linear speed decreases from tens of meters per second to zero. In this way, it is necessary to adjust the process parameters according to different grinding parts during programming.
The speed of grinding is extremely high. The linear speed of the grinding wheel is usually between 30 meters and 50 meters per second. This speed is equivalent to a speed of 108 to 180 kilometers per hour. The grinding heat generated under such high-speed conditions is extremely concentrated, and the instantaneous temperature can reach 1,000 degrees Celsius to 1,500 degrees Celsius. However, the cutting time of a single abrasive grain is only one ten thousandth of a second, and the heat is taken away by the grinding chips before it can be conducted. This situation is also the reason why hard materials such as hardened steel and cemented carbide can be processed by grinding.
Precision advantages and safety hazards of grinding

In machining, grinding is the most precise process, and there is nothing else that can compare with it. There is a precision bearing factory in Wuxi. Under the action of an internal grinder, the hole diameter tolerance can be controlled within 0.002 mm, and the roughness can reach below Ra0.1. No turning tool or milling cutter can achieve this kind of accuracy. This is because the cutting depth is extremely small during grinding . Each stroke only removes a few microns of metal. The changes of these few microns are equivalent to being visible with the help of a microscope.
However, grinding is the most dangerous of all processing methods. The grinding wheel rotates at a rate of tens of meters per second. Once it breaks, it will be like a bomb exploding. In 2025, an accident occurred in a factory in Zhejiang, in which the grinding wheel broke and penetrated the protective cover. Among the four cutting methods of turning, drilling, milling, and grinding, what are the similarities and differences in cutting speed? , the fragments flew out to a distance of more than ten meters. Moreover, the dust generated by grinding is extremely fine, and particles below 100 microns will be directly inhaled into the lungs. If you work in such an environment for a long time, the incidence of silicosis is several times higher than that of ordinary workers.
Choosing the right processing method is the key to reducing costs and increasing efficiency
In actual production, turning is used for rough machining and semi-finishing of rotary parts, which has the highest efficiency and the lowest cost; milling is suitable for processing planes, cavities and complex curved surfaces; drilling specifically deals with hole machining problems, but attention should be paid to pre-drilling and guide holes to prevent deviation; grinding shoulders the important task of the last finishing process, and all parts that require high precision and high surface quality must eventually be processed by a grinder.
The key to factory profitability lies in the combined use of different processing methods. Take the processing of a shaft part as an example. First, use turning to machine the dimensions until a margin of 0.3 mm is left. Then, put the part on the grinder and perform fine machining on the outer circle and end face. In this way, not only the advantages of turning in terms of efficiency are brought into play, but also the advantages of grinding in terms of precision are used, and the overall cost can be reduced by more than 20%.
Have you ever encountered a situation where parts were scrapped due to choosing the wrong processing method? Welcome to share your experience in the comment area, give it a like, and let more peers see this article.










暂无评论内容