
Section 7 Determination of Processing Allowance
The seemingly simple machining allowance is actually a key link that determines the success or failure of mold processing. Many companies have inappropriate margin settings, resulting in batch scrapping or rework, which directly drives up production costs.
Understand the two levels of machining allowance
The thickness of the metal layer that is removed between two adjacent processes is called the process allowance. For example, after rough machining is completed, 0.5 mm will be reserved for finishing. The 0.5 mm reserved is the process allowance. And when calculations are needed, technicians must make calculations based on the dimensional differences between the previous and later processes.
For the total machining allowance, it refers to the sum of all thicknesses removed from the blank to the finished product. Take a set of mold parts as an example. From the forging of the blank to the final fine grinding, it may go through various processes of rough turning, semi-finishing, and fine turning. The sum of the margins of each process is the total margin.
When processing flat surfaces, a single-sided allowance is often used, which is directly equivalent to the actual thickness of the metal layer removed. The radial machining of shaft parts requires double-sided allowance. When calculating, the resection amount on both sides in the diameter direction must be considered. Different types of parts have completely different calculation methods for remaining quantities.
Why do we need to control the margin of forging blanks?
Breaking up the eutectic network carbides in high-carbon, high-chromium tool steel requires forging. This type of carbide has relatively high hardness, is also very brittle, and is unevenly distributed, which will seriously reduce the mechanical properties of the material, thereby affecting the service life of the mold. If forged properly, the carbides can be evenly distributed and the grains refined.
The determination of the forging blank margin directly affects the subsequent processing efficiency. If the margin is too large, the tool wear will be accelerated, and the time required for processing will become longer. If the margin is too small, the forging defect layer may not be completely removed. According to the teaching case given by Tongzhou Secondary Vocational School in Jiangsu Province, many beginners tend to ignore the calculation and verification of the forging ratio.

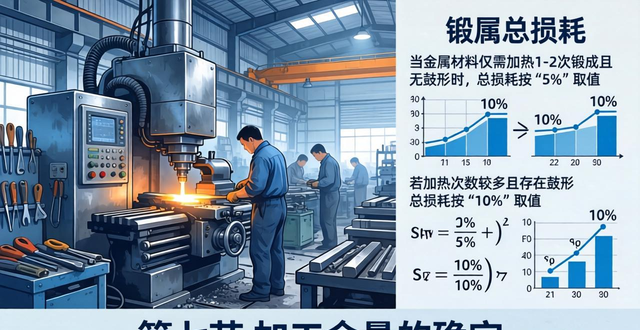
During forging, the burning loss, cutting loss and core material loss must all be included in the total loss. In such a case, when the forging is heated once or twice and there is basically no drum shape, the total loss can be taken as 5%; if the heating times are more and there is a drum shape, the total loss should be taken as 10%. This coefficient can have a direct impact on the accuracy of blank cutting dimensions.
There is a formula to follow for calculating the blanking size
When calculating the volume of forging blanks, the loss coefficient K needs to be used, and its value range is usually between 1.05 and 1.10. First, the volume of the finished forging must be calculated, and then multiplied by the loss coefficient, so as to obtain the theoretical volume of the blank. The theoretical volume of this blank is the basic data for determining the diameter and length of the bar.
After the theoretical round bar diameter D is calculated, it needs to be selected based on the diameter specifications of the existing bars on the market. You cannot force the use of non-standard specifications just because the theoretical values are good, because that will greatly increase the material cost and increase the procurement cycle. In actual production, standard specifications are preferred.
In order to determine the length L of the round bar, it is necessary to look up the table based on the quality of the forging blank and the selected diameter of the blank. Many factories rely on experience to estimate the processing allowance in Section 7 at this stage, resulting in wasted materials or insufficient length. Although the lookup table method is a bit cumbersome, it can ensure the reliability of the data.
Forging ratio verification cannot be skipped
Forging ratio, as a key parameter to measure the degree of forging deformation, is directly related to the effect of carbide being broken. After the calculation is completed, it must be verified whether the forging ratio meets the relevant requirements. If it does not meet the requirements, the blank size must be re-selected. This step has been ignored by many technicians.
If the forging ratio is too small, the eutectic network carbides cannot be fully broken, and the improvement of material properties will not be obvious. High carbon and high chromium tool steel has specific requirements for the forging ratio. If the forging ratio is too large, the quality of the billet will be reduced because it may cause overheating or overburning. The reasonable range must be determined based on the specific steel type.
When it is found after verification that the forging ratio does not meet the requirements, it cannot be used simply and casually. The correct way is to adjust the diameter or length of the blank, and then calculate again until the corresponding requirements are met. Statistics from a mold company in Jiangsu Province show that among batches that strictly implement forging ratio verification, the life of the mold will be increased by 30% on average.
Common misunderstandings in actual production
Many operators are accustomed to retaining margins based on their feelings, thinking that "a little more is safer." This idea leads to the margins during rough machining being generally too large. Subsequent semi-finishing and finishing machining require a few more cuts, and the time spent on processing will also increase exponentially. An automobile mold factory increased the cost of single-piece processing by 40% just for this reason.
When saving materials, pressing the margin to the extreme is what some people do. Such an approach is extremely risky. Once the forging process is eccentric or the blank is bent, it is very likely that local processing cannot be achieved. In the end, it will either be scrapped or go through the process of repair welding. However, the gains brought by these two results are not worth it.
The coordination of allowances between processes is ignored. This is also a common problem. The allowance for rough machining is appropriate. However, after semi-finishing, the allowance for finishing is not uniform. This causes the cutting force to fluctuate during finishing and affects the surface quality. The allocation of allowances to each process needs to be considered as a whole.
Methods to improve margin determination accuracy
Building a standard allowance database is a feasible and effective way to automate grinding loading and unloading . For different materials, different part types, and different equipment conditions, it accumulates actual processing data and forms an internal allowance recommendation table within the company. Therefore, newcomers can quickly get started with automated grinding loading and unloading , reducing the number of trial cuts.
Determining the margin with the assistance of calculation software can greatly improve efficiency. After inputting parameters such as blank type, part size, and material grade, the system will automatically recommend the margin for each process and verify the forging ratio. In the teaching practice of Tongzhou Secondary Vocational School in Jiangsu Province, after students used this software, the accuracy of margin calculation increased by 60%.
When the first piece is processed, margin verification must be carried out. Based on the calculated allowance, after the first part is processed, the actual removal amount of each process is measured, and the actual removal amount is compared with the theoretical value. Once a deviation is detected, the process parameters for subsequent mass production must be immediately adjusted to avoid batch scrapping.
When you are in the process of determining the machining allowance, what gives you the most headache and discomfort is the link involved in the calculation steps, or is it the link related to verification? You are sincerely welcome to share your own practical experience in the comment area, like and bookmark this article on automatic loading and unloading of grinding processing , so that more friends who are engaged in the field of machining can see these practical and valuable content.









暂无评论内容