
7 Tips to Save Cost on CNC Machined Parts
When many engineers design CNC parts, they often choose the wrong materials or make the structure too complicated, which causes the processing cost to increase several times. The following seven tips can help you reduce costs from the beginning of the design.
Choose materials wisely and don’t overuse them.
When choosing materials, you should first look at what the parts are actually used for. If it is just an ordinary structural part, there is no need to use stainless steel or titanium alloy. In 2025, there was a domestic machinery factory that made the casing of an instrument. The initial design was to use 304 stainless steel hard material CNC processing technology , but later it was changed to 6061 aluminum alloy. The processing cost of a single part was reduced from 380 yuan to 120 yuan. Only those parts that really need to withstand high temperatures, high pressures or severe wear are worthy of the use of hard materials.
For example, materials with high machinability such as aluminum alloy and brass have relatively slow tool wear, fast cutting speed, and short processing time. However, materials such as Inconel or titanium alloy are difficult to process. When the shape of the parts is the same, the processing time may be 5 to 8 times that of aluminum alloy. According to data presented by the industry in the first quarter of 2026, the average processing cost saved by using free-cutting materials is more than 40% compared with hard materials.
Simplify part design and don’t cause trouble for yourself
The simpler the parts are designed, the cheaper they are to process. Many designers are keen to add various decorative chamfers, non-functional bosses, or complex curved surfaces to parts. Each additional feature increases the time required for programming, the number of tool changes, and the time it takes to process. A CNC processing factory in Shenzhen has made statistics. Every time the number of part features increases by 10, the unit price will increase by about 15%.
If your energy should be put into the most practical part, if your part is just a bracket, then design it into a simple L-shape or U-shape, and do not make it a complicated structure with multiple arc surfaces and special-shaped holes. In 2025, a medical equipment company optimized a biopsy gun part and removed four unnecessary reinforcement ribs. The processing time of a single piece was reduced from 45 minutes to 22 minutes, and the cost was directly cut in half.

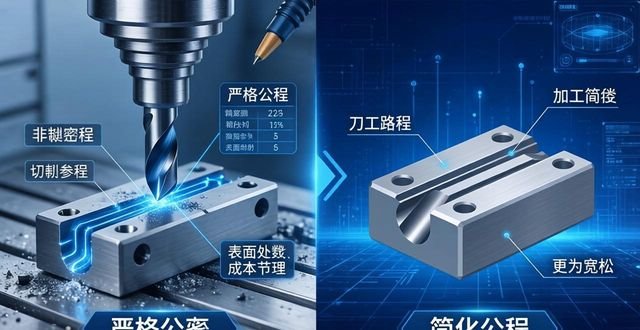
Tight tolerances only used in critical locations
The difficulty of processing will increase as the tolerances become tighter, and the price will also increase. Compared with a tolerance of ±0.05 mm, the machining time of the latter may be three times longer than that of ±0.01 mm, because it requires slower cutting speeds, more measurements, and even grinder finishing. Many designers are often accustomed to marking extremely strict tolerances on the entire drawing, but this is not necessary at all.
It is a good habit to set a common datum plane or datum hole for parts. All key dimensions are based on this datum, and loose tolerances are adopted for other unimportant parts. In 2025, an automation equipment factory in Suzhou produced a batch of connecting plates. The original 11 dimensions were ±0.02 mm. Later, only 4 dimensions of the mounting holes and positioning surfaces were kept with tight tolerances, and the remaining 7 were relaxed to ±0.1 mm. The total processing cost was reduced by 28%.
If it’s too complicated, break it into several simple pieces.
If the shape of a part is too complex, such as having multiple suspended structures, internal special-shaped cavities, or elongated deep holes, it may be useful to split it into two or three simple parts and then assemble them. There is a robot company in Hangzhou that designed a joint part in 2025. It was originally a one-piece complex casting, but was later changed to CNC processing. The quoted price was as high as 2,600 yuan. However, it was later dismantled into three simple parts, processed separately, and then assembled, and the total cost was reduced to 980 yuan.
The need for special tools can be reduced due to this modular design. Complex monolithic parts often require custom long-edged milling cutters or forming cutters. However, after disassembly, each component can be processed with standard tools, and once a component is damaged, only that small part needs to be replaced without scrapping the entire part. In the long term, repair costs are also lower.
Try to use standard sizes for holes and contours
When designing the hole, try to use common diameters, such as 3 mm, 4 mm, 5 mm, 6 mm, 8 mm, 10 mm, etc. These are the sizes of standard drill bits. Threads should also use metric coarse threads as much as possible, such as M3, M4, M5, and M6. If you design a 3.2 mm hole or M7 thread, the machinist will have to specially customize the tool. A set of non-standard drill bits and taps may cost several hundred yuan.
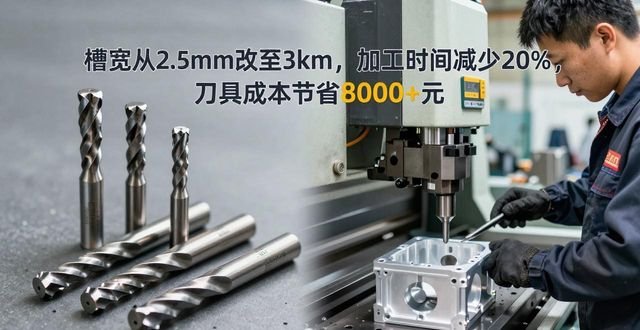
The same is true for grooves and contours. Standard milling cutter diameters are 3 mm, 4 mm, 6 mm, 8 mm, 10 mm, and 12 mm. It is implemented during slot width design to match these values as much as possible. In 2025, a military industry company produced a batch of CNC machining techniques for aluminum alloy shell hard materials . After changing the original width of the groove from 2.5 mm to 3 mm, the processing time was reduced by 20%, and there was no need to purchase non-standard tools. The tool cost alone saved more than 8,000 yuan.
Special designs for thin walls and deep cavities
Thin-walled parts, whose wall thickness is less than 1 mm, are prone to vibrating during processing. Once vibrating occurs, the dimensions will be inaccurate, and the parts may even be cut directly into scrap. The same is true for deep cavities, such as holes with a depth exceeding 5 times the diameter, or narrow grooves with a depth exceeding 50 mm. Such deep cavities are difficult to remove chips, and the tool is easy to break. In 2025, there was a parts factory in Dongguan that received an order. The customer designed a cavity with a wall thickness of 0.8 mm. Ten of them were trial-machined, and seven of them were scrapped.
If it is really necessary to use a thin-walled structure, you can consider adding temporary support ribs and then remove them after the processing is completed. When it comes to deep cavities, it is best to change it into a stepped hole or divide it into two parts for processing, and then perform welding or screwing. Remember this sentence: Whatever you find difficult to process, the machinist will also find it difficult to process, and eventually this difficult-to-process situation will turn into your bill.
Reasonably arrange processing procedures
If a part needs to be clamped three times on a machine tool to complete it, its price must be much more expensive than a part that is only clamped once. Each clamping takes time, and multiple clampings will cause positioning errors to accumulate. When designing, think about whether all the surfaces to be processed should face the same direction? Or design some positioning benchmarks that can be shared?
By 2025, a precision machinery company in Shanghai has optimized a valve body part. By adjusting the design, the original four clamping processes have been reduced to two, and the processing time of a single piece has been reduced from 70 minutes to 38 minutes. And use standardized tool paths as much as possible to reduce the number of tool changes. If there is both rough machining and finishing machining on the same part, try to arrange it to be completed in the same process to avoid going back and forth.
In terms of parts design, have you ever encountered a similar tricky situation, or do you know of some effective ways to save money? If so, please feel free to share your relevant experience in the comment area. Once you find it useful, don’t forget to like it and forward it to more friends who are engaged in machinery-related work.








暂无评论内容