
CNC programming essentials: tool selection and processing skills
Do you often encounter situations where the tool wears quickly and the surface roughness is poor when processing hard materials? This is usually due to inappropriate tool selection or unreasonable processing parameter settings. Today we are going to talk about the key skills of hard material processing in CNC programming, starting from tool selection to programming strategies to help you avoid common traps.
Choose between a flat-bottomed knife, a round-nose knife, and a ball knife.
When processing hard materials, there are three basic tools, each of which has room to perform its role. Among them, flat-bottomed cutters called end mills are suitable for processing flat surfaces and right-angled steps. However, the tip of the cutter is prone to chipping. The knife with the name of a round nose has an R-angle at the tip. It is stronger than a flat-bottomed knife and is suitable for rough machining and semi-finishing of hard materials. The ball cutter has a hemispherical tip and is mainly used for finishing curved surfaces. However, the processing efficiency of this tool is relatively low.
To be more specific, for processing hardened steel molds with a hardness of HRC50 or above, it is recommended to use a round nose cutter in the roughing stage. The rounded corners from R0.5 to R2 can disperse the cutting force and prevent the tool tip from chipping. For example, when processing a Cr12MoV mold with a hardness of 58 degrees, a round-nose cutter with a diameter of 10 mm is used for roughening, and its lifespan is three times longer than that of a flat-bottomed cutter. Wait until the plane is finished and then choose a flat-bottomed knife or a round-nose knife for leveling.
Who is stronger, alloy knife or white steel knife?
Carbide cutting tools are far more hardened and wear-resistant than high-speed steel cutting tools. High-speed steel is also a white steel cutting tool. It can only process materials below HRC40, and the cutting speed cannot exceed 25 meters per minute. Carbide cutting tools can process HRC60 materials, and its linear speed can reach 80 to 120 meters per minute, thus increasing the efficiency by 3 times.
In the actual processing process, white steel knives are suitable for use as rough machining tools or for processing soft materials, such as aluminum alloy materials or ordinary carbon steel materials. Stainless steel end mills are relatively low cost and perform well in terms of toughness. However, when processing mold steel after heat treatment, carbide cutting tools must be used. Especially when used for finishing, the alloy tool has sufficient rigidity and is not prone to tool failure, thus ensuring dimensional accuracy. Please remember this hard rule: once the material hardness exceeds HRC45, never use white steel knives.

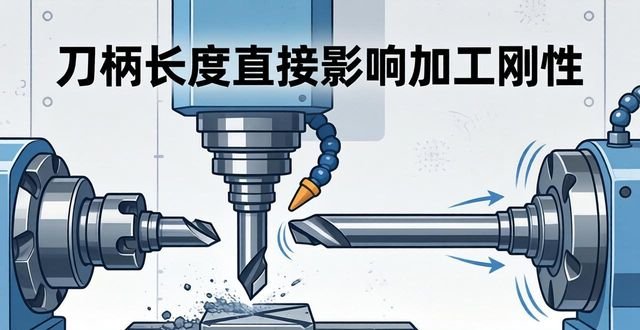
The length of the tool holder directly affects the machining rigidity
The longer the overhang of the tool shank, the worse the rigidity of the tool and the easier it is to vibrate when machining hard materials. What many programmers do is only focus on the type of tool, but ignore the length of the tool handle, which ultimately results in a machined surface that looks like a washboard. The correct approach is actually to use the shortest tool holder as much as possible on the premise of meeting the processing depth requirements.
For example, for a cavity with a machining depth of 30 mm, if the tool shank extends 35 mm, it is just enough. Never extend to 50 mm. According to the test, we can know the CNC machining skills of hard materials . When the extension length of the tool shank increases from 35 mm to 50 mm, the rigidity of the tool decreases to 40%, and the cutting force fluctuates greatly. For hard materials, it is recommended that the tool handle extension length should not exceed 4 times the tool diameter. When processing hardened steel, it is best to control it within a range of less than 3 times the diameter.
The division of labor between roughing and fine milling tools is different.
There is a task in the roughing stage. This task is to remove the allowance rapidly. For this stage, the requirements for surface quality are not high. However, the CNC machining skills for hard materials require high tool strength. At this time, a round nose cutter or corn milling cutter should be used. The tool called a corn mill is actually an end mill with a carbide blade. The blades are arranged in a spiral, similar to a corn cob. It is suitable for processing the surface of the blank and has the characteristics of large cutting depth and high efficiency.
In the finishing stage, there are high requirements for surface quality and dimensional accuracy. At this time, a ball cutter or a round nose cutter is required. When performing fine milling operations, attention should be paid to the uniform margin. Generally, the margin reserved is 0.05 to 0.1 mm. For straight wall parts, an alloy knife can be used. When choosing an alloy knife, you can also use the side edge of a white steel knife for fine milling. For example, when processing a copper straight wall, you will do it as mentioned above. You can use an alloy end mill with a diameter of 6 mm for side edge fine milling. When operated in this way, the size can be completed in one go and the size can meet the requirements.
How to choose integral welded special tools
Integral tools, the cutter head and tool holder are integrated, have good rigidity and high precision, and are suitable for finishing. Welded tools are welded with a cutter head on the tool holder. They are low-cost but lack strength . CNC machining techniques for hard materials are not suitable for hard material processing. Special tools include composite tools and shock-absorbing tools. Composite tools have multiple cutting edges and can complete multiple processes at one time. Shock-absorbing tools have a shock-absorbing structure and are suitable for deep cavity machining.

When processing hard materials, the first choice is solid carbide cutting tools. Although its price is on the high side, its service life is relatively long, and the overall cost is considered to be a lower type. Welded tools are prone to breakage at the welding point and must not be used on hard materials. For deep cavities with a machining depth of more than 100 mm, it is recommended to use a shock-absorbing tool holder. The tool holder is equipped with a tuned shock absorber, which can effectively eliminate vibration and improve surface finish.
Parameter setting skills for high-speed machining
When processing hard materials at high speed, the depth of cut and width of cut must be properly coordinated. If the cutting depth is too large, it will easily cause the tool to break; if the cutting width is too small, it will accelerate tool wear. It is recommended to adopt a strategy of small depth of cut and large feed. The depth of cut should be controlled within the range of 0.05 to 0.2 mm, the width of cut should be controlled at 5% to 10% of the tool diameter, and the feed speed can be opened to 2000 to 4000 mm per minute.

In addition, CNC programming is necessary: tool selection and processing skills. Pay attention to the selection of climb milling and up-cut milling. When finishing hard materials, down-milling must be used. In the case of down-cut milling, the chip thickness is from large to small, and the tool force is relatively stable, while up-cut milling When processing hardened steel, the tool first slides and then cuts in, which easily produces a hardened layer and accelerates wear. Cooling is also critical. When processing hardened steel, it is recommended to use air cooling or oil mist cooling. Do not use high-flow cutting fluid to prevent the tool from hot cracking.
When you are processing hard materials, the most troublesome problem is whether the tool wears quickly or the surface quality is unstable? Welcome to share your experience in the comment area, like it and forward it so that more peers can see this informative content.









暂无评论内容