
In CNC turning, what are the differences between the two instructions G96 and G97 and how to
During CNC lathe processing, as well as the difference between the two instructions G96 and G97, for example, many people only know that inputting S1000 means that the spindle rotates 1000 revolutions per minute, but they do not understand the real difference behind G96 and G97. If these two instructions are confused, the surface roughness of the processed parts will vary, and may even cause the product to be scrapped. This article will directly explain the core usage of these two instructions thoroughly.
The essence of G96 is constant linear speed cutting

In the G96 command, the unit of the number followed by S is meters per minute . The difference between CNC milling and CNC turning . For example, G96 S150, which means that the cutting speed at the contact point between the tool and the workpiece is always maintained at 150 meters per minute. This value is determined based on the workpiece material and tool material. When turning 45 steel, 120 to 180 meters per minute are usually selected.
The CNC system will automatically calculate and adjust the spindle speed based on the current diameter being processed. When the turning tool moves from a large diameter position to a small diameter position, the spindle speed will automatically increase to ensure that the cutting speed remains unchanged. This automatic adjustment function is quite practical when processing stepped shafts, tapers and arcs.
Why constant linear speed cutting is needed
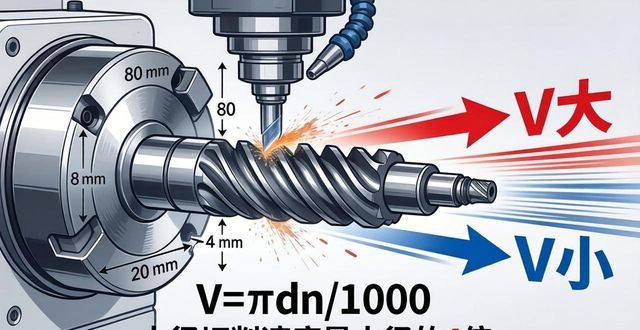
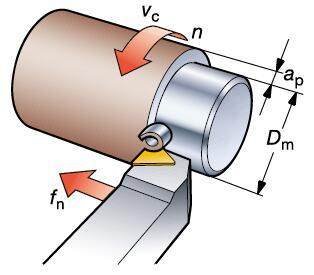
When the spindle speed remains fixed, the cutting speed changes as the workpiece diameter changes. According to the formula V=πdn/1000, the larger the diameter, the faster the cutting speed will be, and the smaller the diameter, the slower the cutting speed will be. When processing a stepped shaft with a diameter ranging from 80 mm to 20 mm, the cutting speed at the large diameter is 4 times the cutting speed at the small diameter.
Changes in cutting speed will have a direct impact on surface roughness. When the speed is faster, the surface will be bright, and when the speed is slow, the surface will be dark. Two different gloss levels appear on the same part. This situation is an unqualified product. The purpose of constant linear speed cutting is to maintain a consistent roughness level on the entire machined surface.
G97 is a command to cancel constant linear speed
In the G97 command, the unit following S is revolutions per minute. This is the traditional constant speed mode. Most CNC systems default to the G97 state when they are turned on. If you do not actively write G96, the system will always run at a fixed speed. Many beginners are not aware of this default setting, resulting in unstable surface quality of processed parts.

In G97 mode, no matter how the diameter of the workpiece changes, the spindle always rotates at the set speed. This mode is suitable for processes such as threading, drilling, and boring that do not require changes in speed. For example, if you turn M20 external threads, you must use G97 to keep the spindle speed constant, otherwise the thread pitch will be wrong.
G96 must be used with G50
When the turning tool approaches the center of the workpiece, if the theoretical speed will develop in the direction of infinity and then directly face the extremely small diameter or the center point of the end face for processing, the spindle may run at a crazy acceleration. If this kind of operation situation causes a lighter The situation will cause the bearings of the spindle to be broken and damaged. If the situation is more serious, the workpiece may even fly out and cause injury to people. G96 has an extremely important hidden danger, so the G50 command must be used to limit the maximum speed.
You need to write G50 S2000 first, which can limit the spindle to a maximum of 2000 rpm, and then write G96 S150 to set the constant linear speed. In this way, when the diameter becomes smaller and the speed needs to exceed 2000 rpm, the system will remain at 2000 rpm and will not increase. In actual processing, when the diameter is less than 10 mm, it basically enters the speed limit state.

Usage scenarios in actual programming
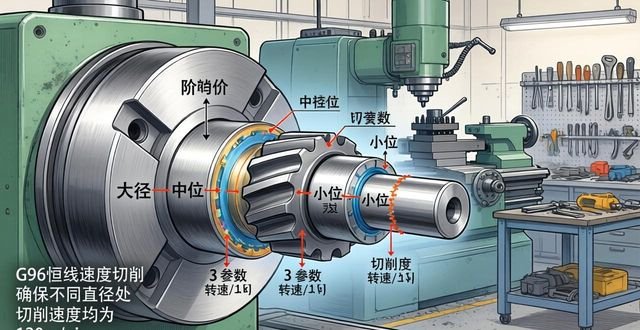
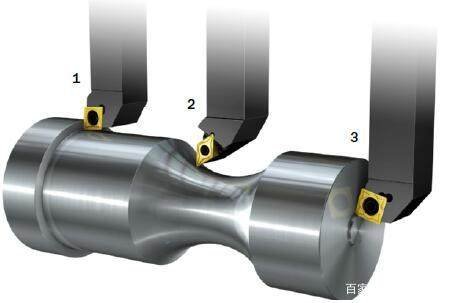
When machining parts with large diameter changes, the difference between CNC milling and CNC turning of G96 must be used. For example, if there is a stepped-shaped shaft, the major diameter is 60 mm, the middle part is 30 mm, and the minor diameter is 15 mm, G96 is used for this When S120 is programmed, the system will automatically calculate the rotation speed at the large diameter position of the shaft to be 636 rpm, the medium diameter position is 1273 rpm, and the small diameter position is 2546 rpm, thereby ensuring that the cutting speed at these three locations is 120 meters per minute.
When processing parts of equal diameter, or when processing end face grooves, it would be more appropriate to use G97. For example, when turning a long shaft with a diameter of 50 mm, it is enough to directly use the G97 S1000 without making the rotation speed change back and forth. In addition, G97 is also used in the drilling process, reaming process and tapping process. This is because hole processing requires a stable rotational speed to ensure dimensional accuracy.
Common mistakes and precautions
Many programmers forgot to write the G50 and crashes occurred. In 2023, an operator in a factory was debugging the program. Because he did not write G50 to limit the rotational speed, when using G96 to turn the end face to the center point, the spindle suddenly surged to 8,000 rpm, and the turret was directly damaged. The repair cost was more than 30,000 yuan. This lesson shows that G50 cannot be omitted.
There is another common mistake, which is to confuse the units. Some people set the value following G96 in terms of revolutions per minute and write it as G96. S800, so the spindle will use 800 revolutions per minute to perform rotating CNC milling and CNC turning . However, the system determines that this is a linear speed of 800 meters per minute, which causes the rotation speed to be abnormal. Remember that the number of meters per minute shown after G96 and the number of revolutions per minute shown after G97.
As far as you are concerned, when you start writing CNC turning programs, have you ever experienced a situation where the surface quality of the part did not meet the standard due to improper use of G96 and G97? You are sincerely welcome to share your relevant experiences in the comment area. Remember to like and bookmark this article. We will continue to update more practical CNC programming skills in the future.









暂无评论内容