
Analysis of the Structural Characteristics of Turning and Milling Compound CNC Lathes
Many factory owners are still worried about turning and milling composite processing technology solutions due to the high cost of purchasing lathes and milling machines at the same time. The space in the workshop is always insufficient. In fact, a turn-milling composite CNC lathe can complete both turning and milling processes. It not only saves equipment investment, but also greatly improves processing efficiency. Such a solution is being adopted by more and more mechanical processing companies.
One machine tool for two purposes, saving real money
The most outstanding value of the turning-milling CNC lathe is reflected in the integrated design. In the past, for processing parts that required turning and milling, the workpiece had to be moved to the lathe first. After the turning work was completed, it had to be moved to the milling machine again. Clamping operations are both time-consuming and labor-intensive. Analysis of the structural characteristics of today's turning-milling compound CNC lathes shows that all processes can be completed on just one machine, and all processing matters can be properly handled with only one clamping of the workpiece.
This processing method has become extremely popular in the mechanical processing industry in 2025. For a precision parts processing factory in Dongguan, Guangdong, after the introduction of turning and milling composite equipment, the processing time of a single product has been shortened from the original 45 minutes to 22 minutes. More importantly, the labor cost of secondary clamping has been eliminated. With one piece of equipment, the operator can complete the work of two people in the past.
The overall structural design firmly supports high-intensity processing

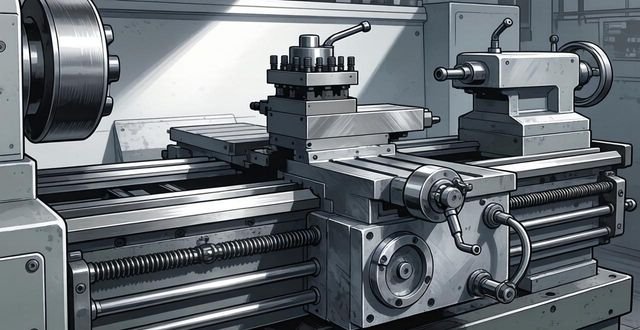
The bed of the turning-milling compound CNC lathe is the foundation of the entire equipment. It is cast with high-strength cast iron materials and undergoes aging treatment to eliminate internal stress and ensure that it will not deform during long-term use. Installed on the bed are precision sliding guide rails, which are the tracks on which the worktable moves forward and backward and up and down.
The design of the workbench is directly related to the machining accuracy. The workbench can move forward or backward on the sliding guide rail of the bed to control the position of the workpiece in the X direction. At the same time, it can move upward or downward along the vertical guide rail to complete processing in the Z direction. Such a design with biaxial movement allows the workbench to flexibly adjust its position to meet the needs of processing workpieces of different sizes.
Spindle turret collaborates to realize complex processes
The central component of the turning-milling compound equipment is the spindle, which drives the tool to rotate at high speed. It can also perform precise feed movements in accordance with CNC instructions. The spindle speed range is usually between 50 and 6,000 rpm. It can not only meet the low-speed and high-torque requirements of heavy cutting, but also adapt to the high-speed and light cutting requirements of finishing.
The key component responsible for performing specific machining actions is the turret, which can move quickly in the X and Z directions, with a maximum moving speed of up to 24 meters per minute. Various tools such as turning tools, drill bits, boring tools, etc. can be installed on the turret. With the help of the automatic tool changer, the tool can be switched in just a few seconds to achieve a seamless connection between different processes such as turning cylindrical, drilling, boring, and tapping.
CNC system drives precise control of each cutter
The CNC system is like the brain part of the turning and milling compound equipment. Operators rely on part drawings to write processing programs, and use G codes and M codes to accurately control spindle speed, feed speed, tool path and other parameters. Modern CNC systems also have a simulated machining function, which can detect program errors before cutting is officially implemented.
Take FANUC and Siemens CNC systems, which will become mainstream in 2025, as an example. They support the unique polar coordinate interpolation function of turn-milling composite machining. With this function, the tool can mill on the rotating workpiece to obtain a polygonal plane, which is simply impossible to achieve on ordinary lathes or milling machines. Their operation interfaces are becoming more and more user-friendly, with touch screens and graphical programming, thus lowering the operating threshold for skilled workers.
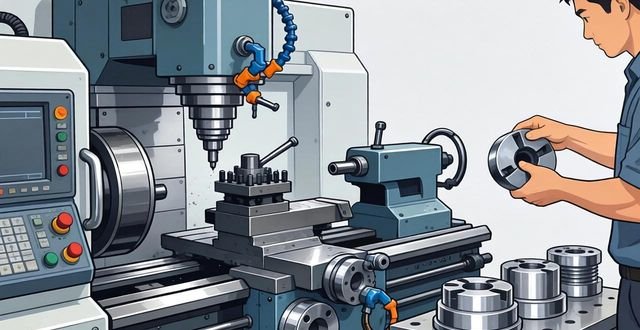
The processing process is simple, from clamping to finished product in one go.
The initial step of turning-milling combined processing is to clamp the workpiece. The operator must adjust the claw position according to the diameter and length of the workpiece to ensure that the clamping force can be evenly distributed. For long-axis parts, the tailstock tip must be used for auxiliary support to avoid vibration during processing. The clamping force must be properly controlled. Too tight will cause damage to the workpiece surface, and too loose may cause the workpiece to fly out.
To do CNC programming, this is the second step. Technicians have to analyze the processing steps according to the part drawings to determine whether to turn or mill first, and plan the order in which the tools should be used. When programming the turning-milling composite machining process plan , special attention must be paid to the interference between the tool and the workpiece, and the tool and the fixture. In addition, the programmed program must be run on the simulation interface of the CNC system first, and only after confirming that there is no risk of collision can the actual processing be started.
Post-maintenance key points: professionals are essential
The structure of the turning and milling composite equipment is complex, and its daily maintenance work must be carried out in strict accordance with the operating specifications. Before starting the machine every day, check the lubricating oil level and cutting fluid concentration. During the operation of the equipment, pay attention to whether there are abnormal noises from the spindle and screw. The iron filings inside the turret need to be cleaned once a week to prevent debris from affecting the accuracy of the tool change mechanism.
Since multiple systems such as mechanical, electrical, and hydraulic are involved, fault repairs must be performed by professionals trained by the manufacturer. Industry statistics for 2025 show that about 70% of failures in turning and milling composite equipment are due to insufficient daily maintenance. It is recommended that factories establish equipment maintenance files, record the time and content of each maintenance, and regularly invite technicians from equipment suppliers to come for inspections.
Seeing the turn-milling composite processing technology solution here, are you also thinking about replacing the existing lathes and milling machines with a turn-milling composite machine tool? Welcome to share your experience in equipment selection in the comment area. If the number of likes exceeds 100, I will update the tool selection skills for turning and milling combined processing.









暂无评论内容