
What are the similarities and differences in cutting speed among the four cutting methods of turning, drilling, milling and grinding?
When driving a vehicle, the faster the speed, the more enjoyable it will be. However, in the field of machining, the faster the linear speed, the better. Many people engaged in related industries do not understand the fundamental differences in linear speed between the four processing methods of turning, drilling, milling and grinding, and they do not understand why the safety regulations for grinding processing are so important. Just today we are going to talk about this topic thoroughly.
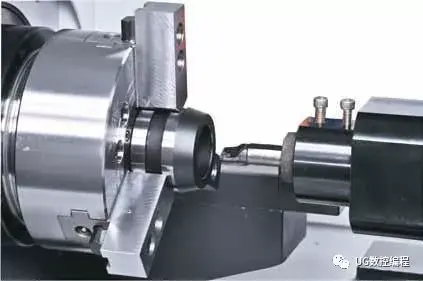
Turning processing line speed is the most stable

When turning the workpiece, the workpiece is rotating, but the turning tool is stationary. This shows that the linear speed of the outer circumferential surface of the workpiece remains constant and will not change due to changes in the processing position. Just like processing a shaft with a diameter of 100 mm, no matter where you are cutting, the outer peripheral speed is the same.
However, the situation when turning the end face is different. When the turning tool moves toward the center of the workpiece, the linear speed will become lower and lower. When it reaches the center point, the linear speed drops directly to zero. This is the reason why when turning an end face, the finish is good at the outer edge but not so good at the center. Many experienced master craftsmen will increase the spindle speed to compensate when turning the end face.
Turning is continuous cutting without impact vibration, so the turning efficiency is high. The surface roughness can reach Ra1.6 or even lower, and the dimensional accuracy can be controlled within 0.01 mm. Lathe processing is mainly used for shafts, discs, and sleeve parts, and is the most commonly used equipment in mechanical processing.
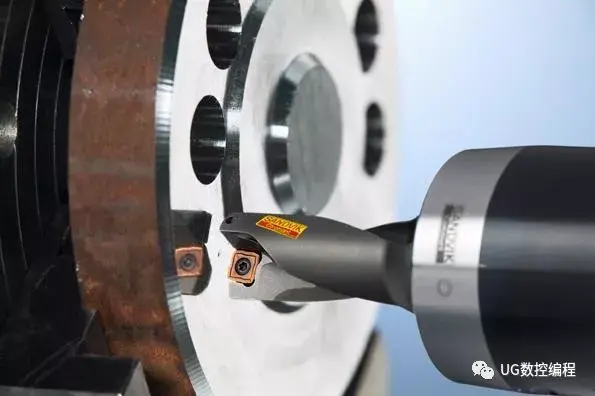
Drilling processing line speed is small on the inside and large on the outside
During the drilling operation, the drill bit continues to rotate while the workpiece remains stationary. The linear speed of the twist drill changes dramatically from its outer diameter to the drill core. Where the drill bit is at the outer diameter, the linear speed is the highest, and the cutting conditions are also the best. When it reaches the vicinity of the drill core, what are the similarities and differences in the cutting speed among the four cutting methods of turning, drilling, milling, and grinding? , the linear speed almost tends to zero, and cutting becomes very difficult at this time.
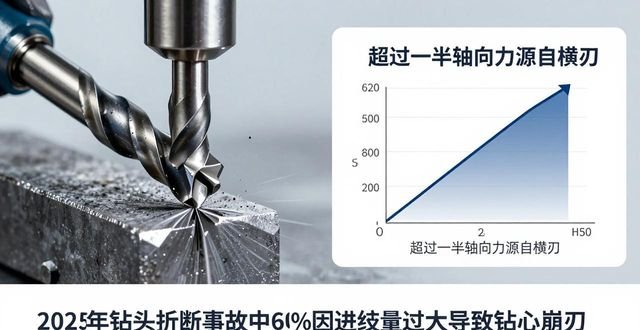
The rake angle of the drill bit at the chisel edge shows a very negative value. This situation is like using an iron block to squeeze the metal, and it is not a cutting operation. During drilling, more than half of the axial force originates from the chisel edge. According to statistics from a machinery factory in 2025, more than 60% of drill bit breakage accidents are due to excessive feed, which causes the drill core to chip.
The drill bit has poor rigidity, which is a big problem. There are two deep spiral grooves on the twist drill, and its structure is slender. With these two grooves, the rigidity is naturally poor. Moreover, the drill bit only has two narrow edges that can contact the hole wall, and the guiding effect is terrible. Therefore, it is very easy to "deviate" when drilling, that is, the hole diameter will expand, the hole will become out of round, and the axis will be skewed.
Milling line speed changes drastically
During milling operations, the milling cutter is rotating at high speed, and each tooth periodically cuts into and then leaves the workpiece. The linear speed at the outer diameter of the milling cutter plays a decisive role in the cutting effect. However, when the cutter teeth cut into the workpiece, the cutting thickness will suddenly increase from zero to large. When the workpiece is cut out, the cutting thickness will gradually decrease from large to zero. Changes like this are extremely drastic.
Milling is a typical cutting method with discontinuities. Every tooth used for cutting collides with the workpiece continuously. Moreover, such an impact force situation will cause the blade teeth to be particularly prone to chipping, and will also cause the machined surface to be accompanied by fine vibration lines. In this case, when milling is performed, the surface roughness is worse than that of turning under normal conditions, and generally it can only reach the range of Ra3.2 to Ra6.3.
When milling, the feed per tooth is a particularly critical parameter. For example, there is a milling cutter with an outer diameter of 80 mm, and its rotation speed is 1,000 revolutions per minute. In this way, the peripheral linear speed becomes corresponding to 251 meters per minute. If at this time The feed per tooth is set to 0.1 mm, and the number of cutter teeth is 8, then the feed speed of the workbench becomes 80 mm per minute. If the setting of this parameter is unreasonable, either the efficiency will be relatively low, or the tool will collapse.

Grinding processing line speed is extremely high and risks are high
Speed is the biggest difference between grinding and other processing. During ordinary turning, the linear speed is between 100 and 300 meters per minute. However, the linear speed of the grinding wheel can reach 30 to 50 meters per second, which is 1800 to 3000 meters per minute after conversion. At such high speeds, the grinding process lasts only a ten thousandth of a second.
What brings high temperatures is high speed. The temperature in the grinding zone can reach 1000 to 1500 degrees Celsius, and the surface of the workpiece is easy to be burned. The 2024 National Machinery Industry Safety Report shows that more than 30% of grinding accidents are related to grinding wheel fragmentation. Poor grinding wheel quality, eccentric installation, and excessive feed speed may cause the grinding wheel to fly out and injure people.
Safety regulations for grinding operations must be strictly followed. During grinding, a large amount of fine grinding chips and metal shavings will fly out, which will cause damage to the eyes and be harmful to the lungs. The maximum noise can reach 110 decibels. Working in this environment for a long time can cause hearing loss. When performing manual operations near a rotating grinding wheel, your hands can easily touch the grinding wheel and be injured.
Turning and grinding are similar, drilling and milling have their own characteristics.

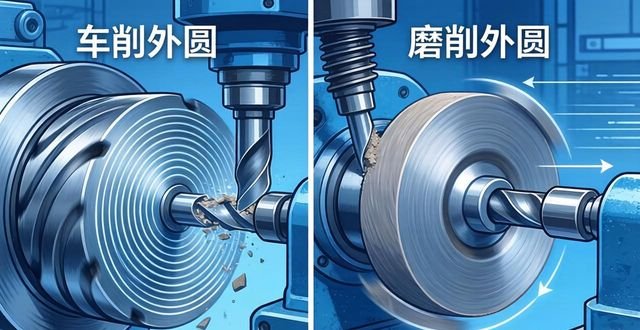
When machining the outer circle, there is no essential difference between turning and grinding. In both cases, the workpiece rotates and the tool remains fixed. However, when processing the end face, the difference becomes apparent. When turning the end face , the grinding operation safety regulations are in place. The linear speed gradually decreases from the periphery to the inside. When grinding the end face, the width of the grinding wheel covers the entire end face, and the distribution of linear speed is completely different.
When drilling, the center line speed is zero, which is the most extreme situation among all processing methods. Therefore, when drilling, the center area is not a cutting action or a grinding operation safety standard , but an extrusion action. This is also the reason why drilling accuracy is generally low. The linear speed of a milling cutter generally refers to the outer diameter speed. No matter the cutter teeth are at different radius positions, the linear speed is different, but this effect is not as significant compared to drilling.
What determines the quality of processing is continuous cutting and interrupted cutting. Turning is continuous cutting, which has high efficiency, high precision, and good surface condition. Planing and milling are both interrupted cutting, which has low efficiency, low precision, and poor surface condition. Turning has lower man-hour cost, so turning is the first choice for mass production of shaft parts.
Grinding safety regulations must be kept in mind
Before installing the grinding wheel, you must check whether there are cracks and gently tap it with a mallet to listen to its sound. Only those with clear and crisp sounds are up to standard. During installation, the flange must not be pressed too tightly. An elastic gasket needs to be laid between the grinding wheel and the flange. The new grinding wheel must be dynamically balanced first, and then idle for 5 minutes at normal working speed.
When performing grinding operations, protective glasses must be worn and gloves must never be worn due to the possibility of the gloves becoming entangled. There should be a gap of 0.5 to 1 mm between the grinding wheel and the workpiece, and the feed operation should be performed at a slow speed. When correcting the grinding wheel, you must use a special dresser, and you must not hold the tool with your bare hands for dressing. Dust removal equipment must be installed in the grinding workshop, and operators must wear dust masks.
Even noise protection must not be ignored. If you work in the grinding workshop for a long time, you need to wear earplugs or earmuffs , and you must go to a quiet place to rest for fifteen minutes every two hours of work. Machine tools must be inspected regularly. Once the spindle bearings are worn, they must be replaced in time. Otherwise, the grinding wheel will vibrate, thereby increasing the risk of breakage.
When you operate a grinder, have you ever encountered vibration of the grinding wheel or burns on the surface of the workpiece? You are welcome to share your experience and lessons learned in the comment area, like and forward so that more colleagues can see this safety knowledge.








暂无评论内容