
How to prevent deformation when processing 304 stainless steel with a thickness of 9.5mm on a milling machine
When 304 stainless steel is processed, the deformation that occurs is a headache for many masters. When the thickness reaches 9.5mm, the stress inside the material will become greater, which will significantly increase the difficulty of processing. This article combines actual cases in the factory, starting with welding, then heat treatment, then turning, and finally grinding. It clearly explains step by step how to control deformation to ensure that the accuracy of the workpiece can meet the standard requirements.
The choice of welding method affects the size of deformation
In a precision machining factory in Suzhou, when the masters were processing 9.5mm thick 304 stainless steel, they first selected the best and adopted argon arc welding operations. Compared with manual arc welding, the heat input brought by argon arc welding is more concentrated, and the width of the heat-affected zone can be controlled within 2mm. At this time point in March 2025, the factory received a batch of chemical equipment flange orders for stainless steel processing and anti-rust treatment . The thickness of the equipment was exactly 9.5mm. After using argon arc welding, the stainless steel processing and anti-rust treatment was used . The welding deformation decreased from the previous initial value of 1.2mm to 0.3mm.
There is another effective method, which is to use segmented jump welding. Instead of continuing to weld until the entire weld is completed, the weld is divided into sections of 200mm each and welded at intervals. After each section is welded, the workpiece must be allowed to cool down to a temperature below 60 degrees before proceeding. You can weld the next section of 304 stainless steel with a thickness of 9.5mm using a milling machine to prevent deformation. A container factory in Wuxi conducted a comparative test at the end of 2024. The deformation of the test plate under continuous welding will reach 1.8mm, but the deformation of the test plate using segmented jump welding is only 0.5mm.
Annealing treatment eliminates internal residual stress
After welding, large residual stress will be generated inside the 9.5mm thick 304 stainless steel. If these stresses are not eliminated, they will gradually be released during subsequent processing, causing the workpiece to deform. Annealing is a standard solution to this problem. Heat the workpiece to about 1050 degrees and keep it for a certain period of time, 1 hour for every 25mm thickness, and about 40 minutes for 9.5mm thickness.

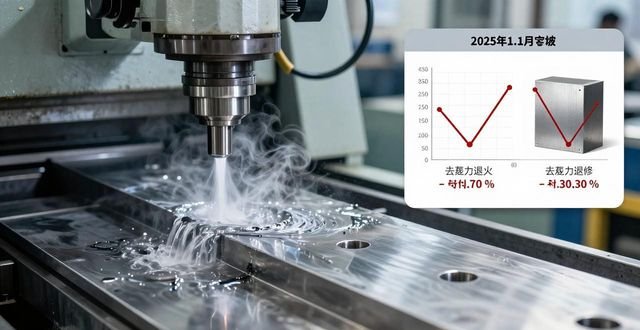
Cooling after annealing is also critical. 304 stainless steel needs to undergo rapid cooling to pass through the sensitization temperature range. This range is 450 to 850 degrees. Water cooling is used to reduce the temperature to below 400 degrees within 30 seconds. Ning There is a machinery factory in Bo. Its data in January 2025 shows that the subsequent finishing deformation rate of workpieces that have been stress-relieved and annealed has dropped by 70%. However, more than 30% of workpieces that have not been annealed need to be reworked.
Aging and recycling processing stabilize material structure
To complete the welding workpiece, only a single annealing may not be enough. Aging treatment can further stabilize the internal structure of the material. The workpiece is heated to 400 degrees, maintained for 4 to 6 hours, and then cooled in the furnace. This method can eliminate the tiny stress generated during processing, and is especially suitable for parts with high precision requirements.
For high and low temperature cycle processing, the effect will be better. The workpiece is placed in a cold box with a temperature of minus 70 degrees and an oven heated to 150 degrees. It is maintained at each temperature state for 2 hours, and this cycle is repeated 3 times. There is a precision mold factory in Shenzhen that conducted tests in June 2025. For the 304 stainless steel workpieces that have been recycled, there is absolutely no deformation during subsequent storage and transportation. However, 5% of those unprocessed workpieces have bending phenomena that can be seen with the naked eye.
Turning allowance reserves 0.6 mm of finishing space
At the beginning of rough machining, a margin of 0.6 mm must be left on both the inner and outer circles and the end face. This specific number is not randomly determined. According to the accumulated experience of many factories, for 9.5mm thick stainless steel materials, during the entire turning operation, the cutting force exerted by the tool on the material will cause the material to elastically deform by about 0.2 to 0.4 mm. A margin of 0.6 mm is reserved in front to ensure that there is still sufficient material for correction during subsequent finishing.
To adjust the cutting parameters during finishing, the cutting speed needs to be controlled between 80 and 120 meters per minute, the feed rate should be in the range of 0.1 to 0.15 mm per revolution, the depth of cut should not exceed 0.2 mm, and a carbide tool with a tip arc radius of 0.4 mm must be used. A valve factory in Changzhou processed 200 flanges according to these parameters in August 2025, and all of them were qualified, and none was scrapped due to deformation.

Mandrel positioning ensures inner hole machining accuracy
Among the many main causes of deformation during inner hole machining, inaccurate positioning occupies one of them. For the traditional method of clamping the outer circle by relying on a three-claw chuck, the clamping force generated can easily cause deformation of the thin-walled part. However, this problem can be solved by switching to mandrel positioning for cylindrical grinding. The specific operation is to first complete the processing of the inner hole, then make a high-precision mandrel, then set the workpiece on the mandrel, use a nut to lock the end face, and finally start grinding the outer circle.
The mandrel has high precision requirements. The outer circle size is 0.01 to 0.02 mm smaller than the inner hole of the workpiece, and the surface roughness is below Ra0.4. A precision machinery company in Shanghai purchased a CNC internal grinder in October 2025. With the high-precision mandrel, it controlled the inner hole roundness error from 0.03 mm to 0.008 mm, which fully meets customer requirements.
Rough grinding and fine grinding step by step control of processing accuracy
Grinding until the desired state is achieved at once can easily lead to a large accumulation of heat, which can lead to deformation. In contrast, taking the operation in two steps will appear more stable and reliable. First, in the rough grinding stage, most of the excess should be removed. The cutting depth of each knife is selected between 0.03 and 0.05 millimeters. In addition, the running speed of the workbench is set at eight to ten meters per minute. After rough grinding is completed, the workpiece needs to be allowed to cool naturally for fifteen to twenty minutes to eliminate the stress caused by the grinding heat.
In February 2026, something like this happened to a bearing factory in Hangzhou. A bearing factory used a step-by-step grinding process to perform related processing. The processed objects were 500 pieces of 9.5mm thick 304 stainless steel washers. During the fine grinding stage, only a margin of 0.05 to 0.08 mm was left. Moreover, the cutting depth is reduced to 0.01 mm, and the table speed is reduced to 5 meters per minute. A vitrified bonded grinding wheel with grit size 80 is also used, which has a medium-soft hardness. The final result was that the dimensional consistency could be controlled within 0.01 mm without any deformation.
What kind of deformation problems have you encountered when processing 9.5mm thick 304 stainless steel, and what methods have you used to solve them? Feel free to share your experience results in the comment area, like and rotate to let more people in the same industry see these practical skills.








暂无评论内容