
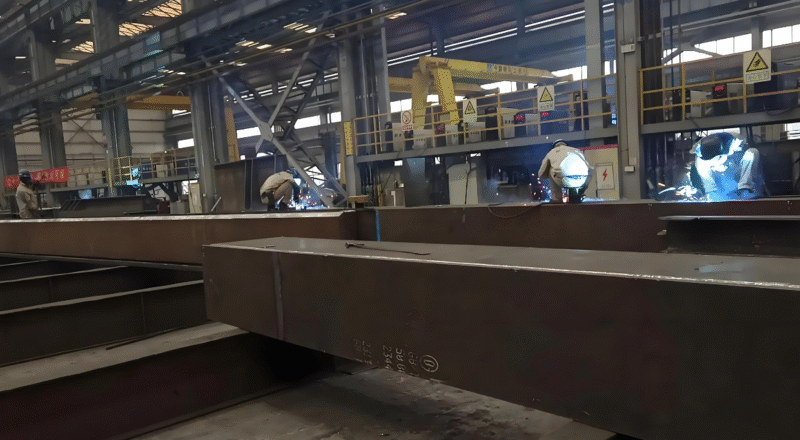
What is riveting welding
Have you ever encountered such a situation: after a lot of effort, the riveted and welded flat plate is covered with rust after less than two years of use, and the accuracy is much lower than before? This is not a problem with the material itself, but rather with the failure of the surface treatment to keep up. Many factories only focus on the welding process and electroplating zinc-nickel alloy anti-corrosion of riveted parts , but they ignore the key point of subsequent anti-corrosion.
What are the pain points of riveting and welding platforms?
The high temperature generated during welding will change the metal surface structure. Under the influence of welding spatter and high temperature, ordinary riveted flat plates are more likely to form oxide scale and micro-cracks in local locations. These damage points are the starting points for future corrosion.
The carbon content of cast iron materials is relatively high. In materials such as HT200-250, the graphite is distributed in a flaky state. This structure makes it easier for corrosive media to penetrate along the graphite boundary. In coastal areas or in workshops with high humidity, the problem will become more serious.
Limitations of traditional anti-corrosion methods
Many manufacturers apply anti-rust oil or paint on the riveting and welding platforms. The oil film is quickly worn away during the transportation of the workpiece, and the paint bubbles and falls off when the welding slag is high. Neither method can last for more than three months. Frequent shutdowns for maintenance have a serious impact on production efficiency.
The thickness of the ordinary electroplated zinc layer is only 8 to 12 microns. If the riveting and welding platform is repeatedly knocked and scratched, the zinc layer will be quickly destroyed. The performance of the galvanized parts is even worse when they are in acid and alkali environments. Once the passivation film is damaged, there is no way to repair it.
Advantages of electroplating zinc-nickel alloy

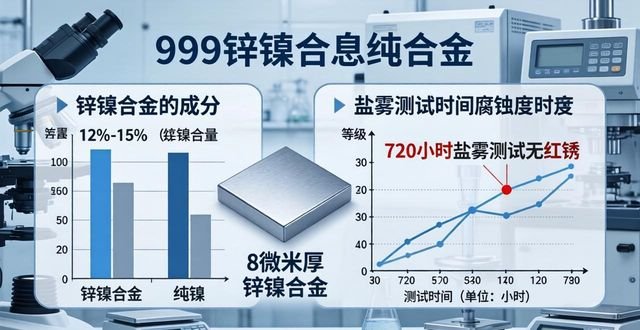
In zinc-nickel alloy coatings, the nickel content is generally controlled in the range of 12% to 15%. This kind of composition is denser and harder than pure zinc. In the laboratory, data from salt spray tests showed that an 8-micron-thick zinc-nickel alloy could withstand more than 720 hours without red rust.
The performance of this kind of coating on the riveting and welding platform is particularly outstanding. The addition of nickel makes the potential of the coating more negative than that of the iron matrix, which not only provides cathodic protection, but also slows down its own consumption in the process. In 2023, there was a heavy machinery factory in Shandong that did relevant comparisons and found that the galvanized nickel-plated platform had not been repaired in three years.
Critical control points of construction technology
More important than the plating solution formula is the pre-plating treatment. There are welding slag and spatter on the surface of the riveting welding platform, which must undergo shot blasting or sand blasting until it reaches Sa2.5 level. It is most appropriate to control the roughness within the range of Ra3.2 to 6.3 microns. Too smooth will affect the bonding force.
The temperature of the plating solution needs to be stable within the range of 25 to 30 degrees Celsius, and the current density needs to be controlled at 1 to 4 amperes per square decimeter. A professional electroplating factory located in Cangzhou, Hebei Province has experience in electroplating zinc-nickel alloy for rivet weldment anti-corrosion . The hanger should be designed specifically for the auxiliary anode to ensure that the T-shaped groove of the platform and the inner wall of the hole can be plated evenly.
Accounting and Comparison of Costs and Benefits
Compared with ordinary galvanizing, the single-piece cost of galvanized nickel plating is about 40% higher. According to the market price in 2025, for a riveting welding platform measuring 2 meters by 3 meters, ordinary galvanizing costs about 1,500 yuan, while zinc-nickel alloy production costs about 2,100 yuan. The extra 600 yuan seems to be quite a lot.
However, the situation is completely different when it comes to maintenance accounts. Ordinary galvanized platforms require repair every two years. Each time it is repaired, the loss caused by disassembly, transportation and shutdown will exceed 3,000 yuan. Zinc-nickel alloy can be used for six to eight years, which is equivalent to saving two to three repair costs. The equipment supervisor of the factory is very clear about this account.
Industry standards and acceptance points
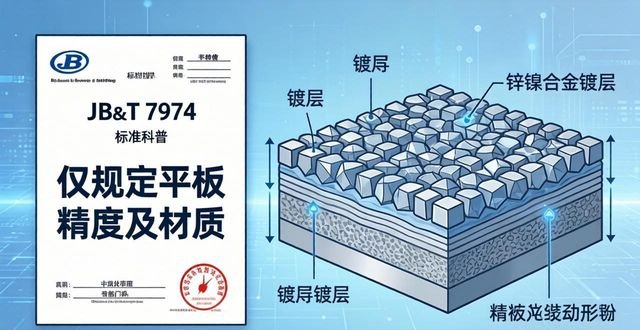
The JB/T 7974 standard only stipulates the accuracy and material of the flat plate, and does not mandate surface treatment methods. However, in actual bidding and procurement, more and more users are writing the coating thickness and salt spray time into technical agreements. The newly released group standards in 2024 have begun to recommend the zinc-nickel alloy process.
When conducting acceptance inspection, there are three things to focus on. First, use a magnetic thickness gauge to detect key working surfaces, and the thickness shall not be less than 8 microns. Secondly, conduct a cross-hatch test and electroplating zinc-nickel alloy for rivet welding parts to prevent corrosion , and the coating must not peel off. Third, check the color of the inner wall of the hole and the tank. If it is dark, it indicates that there is leakage plating. There is a testing agency in Changzhou, Jiangsu Province that can provide on-site acceptance services.
Practical advice for use and maintenance
First use a soft cloth to wipe off the protective oil on the surface of the newly plated platform. Clean the welding slag and rust dust in time during daily use, because these hard particles will wear the coating like sandpaper. At the end of each shift, use compressed air to blow away the debris in the T-slot.
It is forbidden to directly hit the surface of the coating with a hammer. When there is a situation where the workpiece needs to be calibrated on the platform, a rubber plate with a thickness of 3 mm needs to be laid. A random inspection of the coating thickness is carried out once a year. Partial re-plating can be carried out in areas with serious wear and tear. To achieve these, it is not difficult to use a platform for ten years.
May I ask what method your factory currently uses for anti-corrosion treatment of riveting welding platforms? What kind of corrosion problems have you encountered in the process? You are welcome to share your experience and confusion in the comment area. Please also like and forward this article so that more peers can see this article.









暂无评论内容