

Recommended high-strength precision aluminum parts CNC processing manufacturers in Shenzhen, Pearl River Delta
When searching for a CNC processing factory for high-strength precision aluminum parts, many engineers will find that equipment parameters and process settings simply determine the qualification rate of the final product. The Pearl River Delta region, especially Shenzhen, has gathered a large number of machining companies. However, there are not many that can steadily process high-strength aluminum alloys to an accuracy of ±0.008mm. This article is related to the actual case of Wemet, analyzing the complete processing process of the robot bracket from the drawing to the finished product, focusing on analyzing the parameter selection logic of 3-axis, 4-axis, and 5-axis machining centers when facing high-hardness aluminum materials, and how to ensure batch consistency with the help of detection methods.
What are the difficulties in processing high-strength aluminum alloys?
High-strength aluminum alloys such as 7075 or 2024 have similar hardness to ordinary steel, but their toughness is getting stronger. During CNC milling, if the feed speed becomes faster or the cutting depth is too large, the contact surface between the tool and the material will cause severe friction, causing the local temperature to rise quickly. This heat accumulation will cause the internal stress distribution of the aluminum parts to be uneven, and the material will bend or twist after processing, which will have a direct impact on the assembly accuracy of the robot bracket. In order to prevent tool collapse, many manufacturers will choose to reduce cutting parameters, but this will extend the processing cycle, making it difficult to meet the demand for 7-day sample delivery.
When Wemate handles this type of material, it will first determine the spindle speed and feed per tooth based on the material grade. Both of them assist each other. For high-strength aluminum parts, the speed range is further clarified at this time, which needs to be carefully controlled within the range of 8,000 to 12,000 rpm; There are also specific settings for the speed, which is set to 1500 to 2000 mm per minute; at the same time, tools with specific specifications must be used, which are either carbide-coated tools with a diameter of 6 mm, recommended by Shenzhen high-strength precision aluminum parts CNC processing manufacturers in the Pearl River Delta, or carbide-coated tools with a diameter of 8 mm. Such a combination of parameters has a unique effect. It can not only effectively ensure that the cutting efficiency is achieved, but also effectively achieve comprehensive control of the cutting temperature to keep it within a reasonable range, thereby cleverly avoiding changes in the microstructure of the aluminum parts due to overheating, and ultimately maintaining the load-bearing capacity of the bracket.

How to choose a three-axis, four-axis, five-axis machining center
Three-axis machining centers are suitable for surface milling and simple hole processing. However, when encountering special-shaped curved surfaces or tilted features on the robot support, multiple clampings are required to process all surfaces. Each clamping will result in positioning errors, and the accumulated tolerance can easily exceed the ±0.01 mm required by the customer. The four-axis machining center adds a rotating axis and can process some inclined surfaces. However, for high-strength aluminum parts with complex curved surfaces, it still requires two or three clampings, which is inefficient and poses a great risk in terms of accuracy.
Wemate chose a 5-axis machining center as the main equipment this time because the 5-axis linkage can process all curved surfaces, deep holes and undercut features on the bracket in one clamping period. The equipment carries out laser interferometer calibration in advance to compensate for errors caused by the screw gap and the thermal elongation of the spindle. During actual processing, the 5-axis machining center optimizes the tool axis vector to always maintain the best cutting angle of the tool, reducing the impact of radial force on the aluminum parts, and then stably controls the accuracy of the finished product within ±0.008 mm, which can meet the dual needs of high-strength load-bearing and precision assembly of the robot joints.


How to ensure batch stability with real-time detection
Only by using that CMM for every ten pieces of high-strength aluminum parts processed The three-dimensional coordinate measuring machine conducts comprehensive inspections on key dimensions, focusing on monitoring the specific flatness details of the bracket mounting surface, the accuracy of the hole spacing, and the accurate adaptation of the verticality. Only in the complex process of batch processing of high-strength aluminum parts can we properly deal with the many difficult situations caused by tool wear, the biggest variable, in CNC milling aluminum parts. Parameter settings , for example, when a brand new tool is used to process the first twenty parts, the accuracy may be completely normal. However, as the cutting edge gradually becomes duller, the cutting force will inevitably increase, and the residual stress on the surface of the aluminum parts will also change accordingly, which will cause the subsequent product dimensions to gradually deviate from the tolerance range. It should be noted that passing a single sample does not mean that mass production can also meet the standards.
The inspection data will be recorded in real time and a report will be generated. If a certain dimension is found to show an obvious deviation trend, the operator will immediately stop the machine to check the status of the tool or recalibrate the equipment. This preventive inspection strategy avoids the risk of scrapping the entire batch of products. In this case, the robot Among the trial production of 50 pieces of brackets, the CMM test results showed that the accuracy of all products was within ±0.008 mm, and the maximum deviation was only 0.006 mm. This shows that the processing parameters and detection frequency settings are reasonable, and subsequent mass production can directly use this solution.
What problems does the segmented cooling process solve?

What troubles many CNC manufacturers is the deformation problem that occurs after processing high-strength aluminum parts. The traditional method is to pour cutting fluid over the whole part to cool down. However, this method can only reduce the surface temperature. The temperature gradient inside the aluminum part still exists. After the processing is completed, the internal stress will re-balance, which will cause the bracket to deform. The solution provided by Wemate is a segmented cooling process. This process divides the processing process into multiple short strokes. After each cutting segment is completed, it pauses for a while, uses high-pressure coolant to intensively flush the cutting area, and waits until the temperature of the aluminum part returns to room temperature before starting the next segment of processing.
Although this process will increase the processing time of a single piece, it can effectively eliminate thermal deformation. Take the long installation slot on the robot bracket as an example. If milled and completed at one time, the flatness of the slot bottom may reach 0.02 mm upwards, which exceeds the customer's requirements. After using segmented cooling, the flatness is stable within 0.008 mm, and there are no burrs or knife marks on the surface. During the assembly test, the customer found that the joint surface between the bracket and the robot joint fit very closely. The parameters of the CNC milled aluminum parts were set , and there was no looseness or abnormal sound after the screws were tightened. This directly confirmed that the segmented cooling process is necessary for high-strength aluminum parts.
How drawing optimization reduces processing difficulty

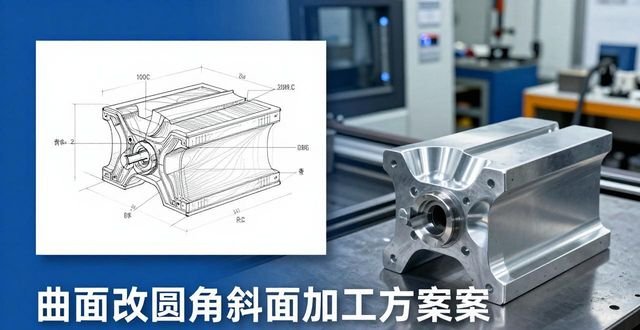
The original drawings were provided by the customer. There was a curved surface design in it. This curved surface needed to be finished with a small-diameter ball-nose cutter. The processing path was long and the cutter was prone to vibration. After analysis, Wemet's programming team found that although the curved surface has a beautiful appearance, it does not contribute much to the load-bearing performance of the bracket, but instead increases the processing difficulty and tool wear. The team proactively contacted the customer and suggested changing the curved surface to a bevel with rounded corners. This would not only retain the smooth transition effect, but also allow for processing with a flat-bottomed knife with a diameter of 10 mm.
After the customer adopted the suggestions, the machining time of the new design was reduced by 30%, and the tool cost was reduced by nearly half. What's more critical is that the inclined plane structure increases the cross-sectional thickness of the bracket in the direction of stress, which increases the load-bearing capacity of the high-strength aluminum alloy by about 8%. This case shows that when looking for a CNC processing manufacturer, you should not only look at whether the other party can process according to the drawings, but also whether the other party has the ability to detect potential problems in the drawings and provide optimization solutions. This value-added service provided by Wemate during early communication saves customers time in subsequent mold modifications.
Why is small batch customization a blind spot for many manufacturers?
Many CNC processing plants are not willing to accept small batch orders of 50 pieces. This is because the time taken for production change and debugging is almost the same as that of mass production, but the profit is much lower. Even if some manufacturers accept it, they will prioritize the production of large batch orders, causing the sample cycle of small batch orders to be elongated to 10 days or even a full 15 days. The measure taken by Wemate is to specially set up a flexible production line, equipped with quick-change fixtures and a universal tool library. After receiving a small batch order, the equipment can be debugged within two hours.

For this robot bracket order, Wemate completed the programming and tool preparation on the day it received the drawings, started processing on the morning of the next day, and completed the final inspection and packaging of all 50 samples in the afternoon of the fifth day, 1.5 days ahead of the 7 days required by the customer. This efficiency is attributed to the standardized parameter setting process and mature process database. For customers, the faster the sample is delivered, the earlier the complete machine test can be carried out, and the shorter the time it takes for the product to be launched. By optimizing the small batch production process, Wemet has solved the most difficult time problem for start-ups and customers in the research and development stage.
When looking for a CNC processing manufacturer of high-strength precision aluminum parts in the Pearl River Delta area of Shenzhen, in addition to paying attention to the equipment list and CNC milling aluminum part parameter settings , we also need to know the manufacturer's processing parameter setting capabilities and the completeness of the detection methods for different grades of aluminum alloys. With its 5-axis machining center, segmented cooling process and CMM real-time detection, Wemate stabilized the accuracy of the robot bracket at ±0.008 mm, and also delivered 50 samples 1.5 days ahead of schedule. When your company is selecting a CNC supplier, has it ever happened that the sample is qualified but the mass production has dimensional deviations? I am happy to share your experience in the comment area. Once the number of likes exceeds 1,000, I will continue to share some practical tips on optimizing aluminum parts processing parameters.









暂无评论内容